
フラックス用オルトリン酸
はんだ付け酸の2番目の一般的なタイプは、リン酸H3PO4です。また、理想的には金属表面から酸化皮膜を除去し、その再生を防ぎます。
参考:H3PO4(オルトリン酸)は、金属加工用の多くの防食化合物の成分です。
ニッケルやクロム元素の高品質なはんだ付けを行うために、このような酸は希釈せずに使用されます。同時に、その使用により調製された組成物は、1/3のエタノールまたはエチルアルコールを含む。
知っておくべき重要事項:チタン溶接の技術と特徴
リン酸の割合は32%で、6%がロジンになります。
非常に多くの場合、H3PO4は塩化亜鉛と組み合わされますが、完成したフラックスの質量は50%に達する可能性があります。
リン酸の使用は、ニッケル合金のろう付けに限定されず、ステンレス鋼、銅、アルミニウム、および低合金鋼で作られた要素を接続するために使用されます。
オルトリン酸は、古典的な活性フラックス「F-38 N」の成分であり、これを使用することで、銅合金や純銅、さまざまな鋼、クロムニッケル合金をはんだ付けすることができます。
「F-38N」は、手の届きにくい場所でワークフローを実行するための優れたオプションであり、はんだ付けされた要素を腐食から保護する機能があります。
ビデオ:
「F-38N」の構成成分は、塩酸ジエチルアミンと25%オルトリン酸です。
直交リンはんだ組成物は、耐火性および防爆性として特徴付けられます
同時に、すべての注意を払って製品を保管および使用することをお勧めします。
皮膚に付着した場合は、流水で10分以上すすいでください。
デバイスの概略図
デバイスには、複雑な構造や技術的な詳細はありません。回路図は非常に明確で、強力なはんだごてを自分の手で簡単に組み立てることができます。デバイスの完全なセットには、次のものが含まれます。
- 銅素材のロッド。
- 金属ケーシング。
- 金属管。
- 加熱コンポーネント。
- 絶縁ハンドル。
- フォーク。
- ワイヤー(電源エレメント)。

低電圧はんだごて
自家製の220ボルトのはんだごてを作るには何が必要ですか?電気的な安全のために、12〜14ボルトの低電圧はんだごてを作ることをお勧めしますが、組み立ての原理は基本的な特性に違いはありません。作業には、次の材料、ツールが必要になります。
- 充電式リチウムイオン電池ノートパソコンやドライバーの古い電池を使用できます。
- 銅線の小片、できれば直径2mmまで。長さは6cm以下です。スパイラルの巻きとしてこのセグメントが必要になります。
- 耐熱グラスファイバー製のチューブ。管の直径は好ましくは3.8mmおよび1mmである。このような管は、加熱部品用の金属ケースのケーシングとして意図されています。または、機能していないケトルの断熱材を使用することもできます。
- ワイヤーはニクロムですので、直径0.3mmのワイヤーを使用することをお勧めします。古い、壊れたヘアドライヤーで材料を探します。電線の代わりにはんだごてに取り付ける場合は、バッテリーを含むデバイスのすべての主要な構造容量を考慮して、経験的にそのようなワイヤーの長さを選択します。
- 直径4mmの伸縮アンテナからの小さなセグメントで、そのような部分の長さは約3cmです。
- 刺し傷には、単芯タイプの銅線の小片を使用します。直径は3.8mmのレートで取るのが最適です。
- 電源をはんだごてに接続するために設計されたワイヤー。
- ハンドルには、電気絶縁性に優れた木製またはプラスチック製のパイプを選択しています。
原則として、これは自分の手ではんだごてを作る方法のタスクを開始するために設計された一連の材料の基礎です。
ロジンとは何ですか?
はんだ付け時にロジンが必要な理由を知っている人は多くありません。この質問に答えるには、これがフラックスである樹脂性物質であることを理解する必要があります。部品をはんだごてで接続すると、処理面に酸化皮膜が形成されます。はんだで部品を接続することはできません。このフィルムを取り除くには、フラックスまたはロジンを使用する必要があります。樹脂性物質は、150度以上の温度でこのタスクに効果的に対処します。









ロジンは、接合パラメータを改善するためにはんだ付けに使用されます。不十分なはんだの流れに関連する問題に対処するのに役立ちます。それはゆっくりと継ぎ目を埋め、接合部の強度を低下させる可能性があります。主に樹脂を使用しています 住宅リフォーム用。特性と特性が強化された深刻な組成物が製造に使用されます。
樹脂は、無線部品やワイヤーのはんだ付けだけでなく使用できます。それに基づいて、ワニスと塗料が作られます。これは、プラスチック製造のコンポーネントの1つです。その助けを借りて、楽器の弦が処理されます。映画業界では、ロジンを使用して効果を生み出しています。
ロジン、ロジンの特性およびはんだ付け機能
バッテリーはんだ付け装置
従来のはんだごての交換方法を理解した上で、まずこの特定のデバイスに注意を払うことをお勧めします。これにより、電気が通らない場所や高さなど、アクセスしにくい場所でもはんだ付けが可能になります。
このような自家製のはんだごてを組み立てるには、次のものが必要になります。
- バッテリー。
- ロジンではんだ付けします。
- ワイヤーのカップル。
- グラファイトペンシル。
- クロコダイルクリップ。
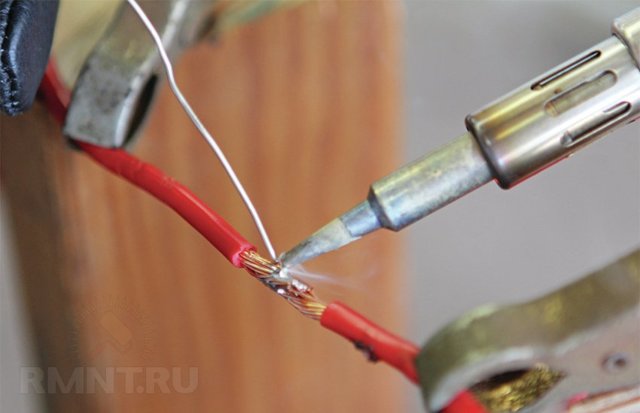
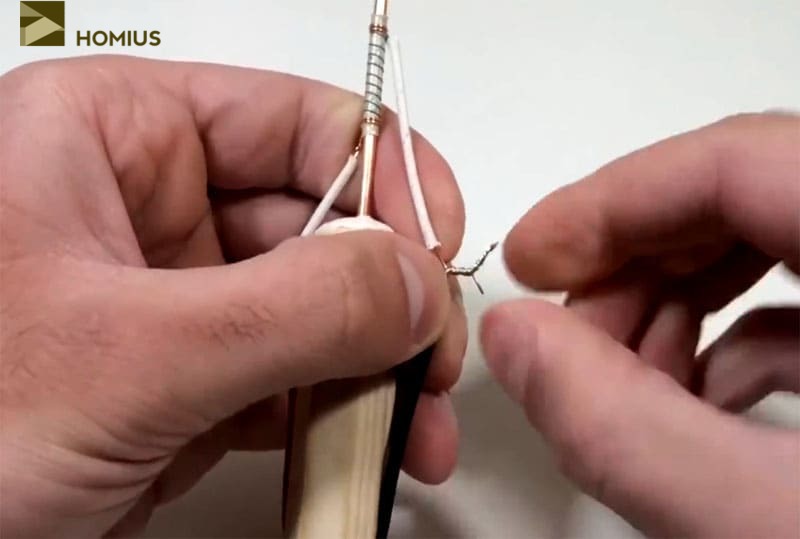
実際、このような自家製のはんだごてを使用して実行されるプロセスは、はんだ付けではなく、溶接です。すべては次のように行われます。あなたは2本のワイヤーを取り、ロジンを中に入れて上にはんだを数ターン巻きます。次に、はんだ付けする製品にバッテリー電極を接続する必要があります。 2番目の電極を鉛筆のグラファイトリードに接続します。最初に掃除する必要があります。次に、はんだロッドに一瞬触れる必要があります。アークが発生し、高温の影響ではんだが瞬時に溶け、信頼性の高いはんだ付けが可能になります。
この方法は、直径が1mm以下のワイヤを接続するのに適しています。ワイヤーの先端にグラファイトロッドをもう少し長く保持すると、銅線を溶接することができます。このようなはんだごてを使用する前に、不要な製品について少し練習することをお勧めします。
権限とタスク
- マイクロ回路用はんだごて-電力10〜20 W
- 無線部品用はんだごて-電力30-40W
- ユニバーサルはんだごて-60W
- 太いワイヤーや大きな部品用のはんだごて-80-100W
販売中のより強力なはんだごてもあります。100Wから、屋外条件での船体構造の大まかな修理に使用されます。しかし、これらの目的のために、私たちの意見では、特別なヘアドライヤーまたはトーチランプを使用する方が良いです。
マイクロ回路にどのはんだごてを選択するかという質問に答えると、この問題の主な問題は、マイクロ回路のすべての脚のはんだ付けポイントを同時に溶かすことにあることをすぐに強調します。したがって、マイクロ回路(メモリチップ、コントローラなど)の場合は、はんだ付け乾燥機またははんだごてを慎重に使用して各接点の場所を溶かし、特別なツール(銅線編組またははんだ除去)を使用する必要があります。ポンプ)それからスズを選択します。これらの目的には、20〜30ワットの電力のはんだごてが適しています。
最初のステップ:将来のはんだごてのハンドル本体を準備する
まず、木製の取っ手を取り(白樺やカエデをとるのが良い)、「腕の下」に回して研磨しました。どんな形でも構いませんが、初めて余計な仕事はしませんでした。これは好みの問題ですが、長くしすぎないようにする必要もあります。
 取っ手として使用する木製の柄
取っ手として使用する木製の柄
次に、太いドリルのドリルが作業に入り、電気テープの助けを借りて、穴のリミッターに印を付けました。 12Vのミニはんだごての深さは2〜3cmで十分でした。ハンドルの端から中央に開けられた穴は、電源ソケットを取り付け、発熱体にワイヤーを引っ張るのに役立ちます。
裏面に同じ穴をあけ、はんだごての先端を取り付けます。
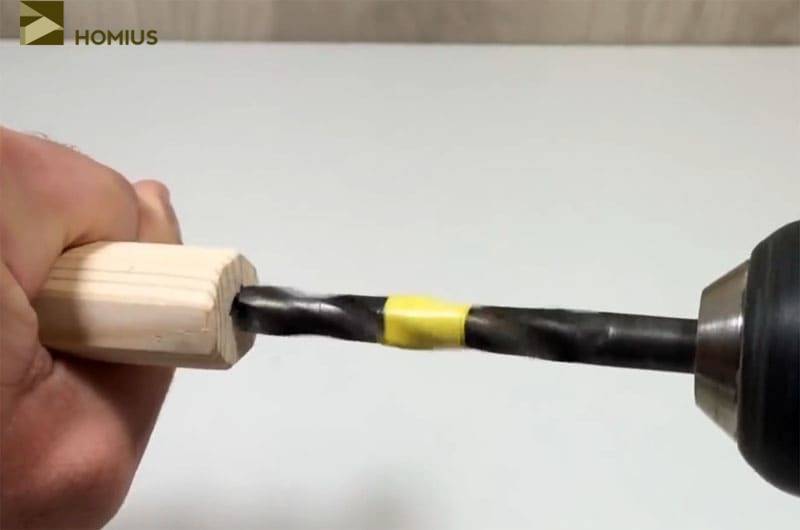 はんだごての柄の両側に同じ穴を開けます
はんだごての柄の両側に同じ穴を開けます
供給ワイヤ用の溝の準備
電源プラグ用のコンセントを設置する予定の端から2〜3cmの距離に、2つの穴(反対側)にマーキングをします。距離を測定するのに便利なように、電気テープでマークされた深さの同じドリルを使用できます。マーカーで穴の位置を決定したら、再びドリルを使用しますが、すでに細いドリルを使用します。
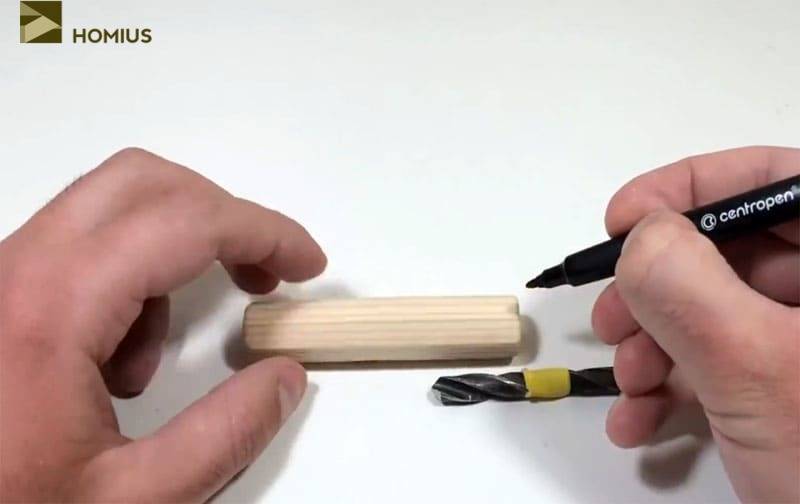 ワイヤー用のドリル穴のポイントをマークします
ワイヤー用のドリル穴のポイントをマークします
ワイヤーの下の穴あけはわずかな角度で行う必要があります-後でそれらを伸ばすのが簡単になります。その結果、ワイヤーが端から入り、わずかなねじれの下で、はんだごての先端が配置されるハンドルの反対側の端にさらに配置されるようになります。
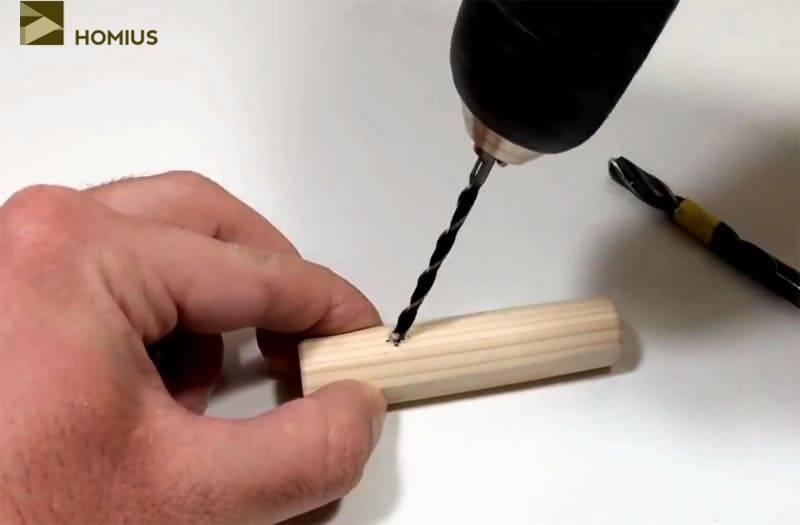 ワイヤールーティングを容易にするために、より細い穴を斜めに開ける
ワイヤールーティングを容易にするために、より細い穴を斜めに開ける
ここで、はんだごてを使用するときに、電源ソケットからハンドルに沿って伸びるワイヤーが干渉しないことを確認する必要があります。これを行うために、穴から刺し傷が配置されるエッジまで、溝を切ります。これは通常のクレリックナイフで簡単に行えます。もちろん、ハンドルが松でできていれば、繊維を切るのははるかに簡単ですが、そのような材料はすぐに「マーク」されました。その理由は、ハンドルの追加塗装が予定されていなかったため、作業中に手が樹脂で汚れる可能性があったためです。
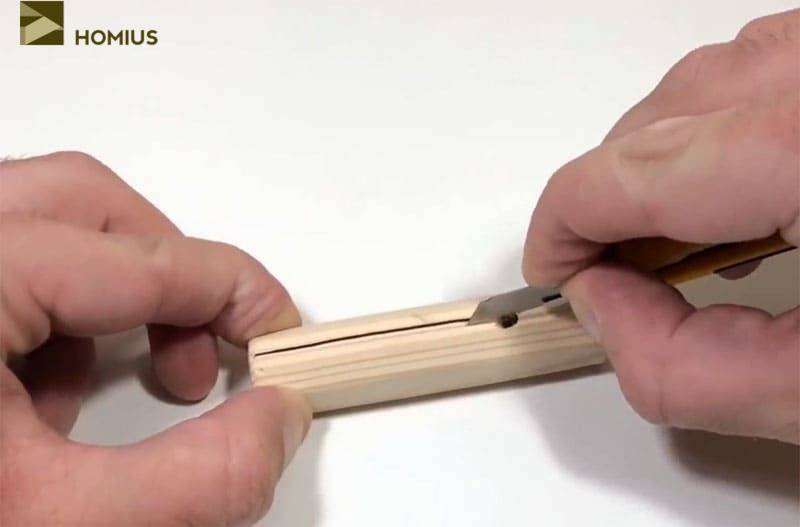 続いてワイヤーが敷設される溝をカットします
続いてワイヤーが敷設される溝をカットします
溝を切るときは、通常の丸針やすりで少し削ることをお勧めします。確かに、12 Vのはんだごてを手作業で製造しているにもかかわらず、それらは機能するはずです。つまり、ここでの精度はまったく不要ではありません。その結果、両側に穴があり、ワイヤー用の溝が付いたハンドルができました。これは、ワイヤーをはんだ付けするためのデバイスの充填を組み立てるという、さらなる作業の準備ができています。









 ハンドルの準備ができました。組み立てを開始できます
ハンドルの準備ができました。組み立てを開始できます
フラックスの選択
銅部品のはんだ付けについてです。鉄とアルミニウムの場合、特殊な酸組成があります。これは別の材料のトピックです。
実際、それはみんなの個人的な好みです。さまざまな構成を試して、自分に最適なものを決定する必要があります。脂肪のはんだ付け(グリースのような一貫性)が好きな人もいれば、液体フラックスのような人もいます。伝統的なロジンについてお話します。
より正確には、適切にはんだ付けする方法。
この松脂ベースのフラックスは、優れた洗浄特性を備えています。機械的および化学的洗浄を提供し、さらに、加熱時に表面を酸化から保護します。唯一の欠点があります:その純粋な形では、ロジンは固体です。これは、結合するパーツに事前に適用できないことを意味します。しかし、技術は
- はんだごての先端でロジンに触れて、はんだを拾います。
- 表面がはんだの薄層で覆われている間に、はんだごてを使用して部品またはワイヤの脚をフラックスに浸します(それは溶けます)。
- 同様に、はんだ付けの場所にはんだを塗布します。
- 錫メッキされた部分(ワイヤー)をはんだ付けの場所にドッキングします。
- はんだごてでフラックスに触れてから、はんだを拾い上げ、ロジンに再度浸します。
- すぐにはんだ付けエリアに刺し傷を移します。
部品は何十年もの間この方法ではんだ付けされてきました。一定のスキルで、制限 材料の選択による 接続なし。このテクニックはトレーニングに最適です。あなたがそれを習得すれば、残りの方法はさらに簡単に見えるでしょう。
はんだ付け酸の代わりに何ができますか?
この酸の代替と見なすことができる物質は多くありません。それらのいくつかは自宅で簡単に準備できますが、必ずしも望ましい特性を得ることができるとは限りません。
酸をはんだ付けする代わりに使用できる最も単純で最も手頃な物質の1つは、通常のアスピリンの水溶液です。それを得るには、錠剤を取り、それを粉砕してより速く溶解し、それを水の容器に注ぎ、単一の固体粒子がなくなるまで完全に混合する必要があります。得られたソリューションの使用は、他のタイプのフラックスと同様です。そのような物質の疑いの余地のない利点は、その絶対的な無害性と安全性です。
クエン酸や酢酸も使用できますが、はんだ付けほど効果的ではありません。それらはすでに希釈された形で販売されているので、それらを使った追加の操作は必要ありません。
別のオプションは濃塩酸です。元のフラックスの主成分の1つですが、家庭ではんだ付け酸を作るためにも使用できます。攻撃性が高いため、さまざまな種類の汚染を定性的に取り除き、信頼性の高い保護を保証します。ただし、健康に害を及ぼし、デリケートな部品を腐食させる可能性があるため、はんだ付けの際にはこれらの側面を考慮する必要があります。
アクティブなはんだ付け脂肪は、汚染にうまく対処できることが証明されています。また、その疑いの余地のない利点は、製品の表面での使いやすさと配置のしやすさです。ただし、はんだ付け酸と同様に、人の健康に危険を及ぼす非常に攻撃的な物質であるため、薄い金属製品での使用はお勧めしません。
酸をはんだ付けするための価値のある代替品はリン酸です。使いやすく、手頃な価格で、酸化物、グリース、その他のフィルムや堆積物にうまく対応しますが、同時に金属にも優しいです。
元のはんだ付け酸が手元にない場合は、自宅で独自に代替品を準備できます。もちろん、彼女はそれほど豊かな構成を持っていませんが、それでも彼女は彼女に割り当てられたタスクに完全に対処します。
小さな穴を塞ぐための指示
この方法は、小さな穴を塞ぐのに適しています。 5〜7mmまでの直径たとえば、漏れやすい皿に。まず、穴の周りを注意深く掃除する必要があります。サンドペーパー、やすり、またはすりおろしたレンガでこれを行います。エナメル製品をはんだ付けする場合は、最初に穴の周囲約5mmでエナメルを除去する必要があります。これを行うには、金属製の物体の角を穴の端に取り付け、ハンマーで軽くたたいてエナメルを叩きます。
ベアメタルを完全にクリーニングします。細かく刻んだロジンを取り、はんだ付けの場所を埋めます。エッチングされた塩酸の存在下で、製品をそれでコーティングします。製品の内側に、スズ片、さらにはtretnikを穴に入れます。次に、製品を加熱する必要があります。これは、灯油やアルコールランプ、プリムスストーブで行うことができます。電気ストーブでも可能です。エナメル製品の場合、スピリットストーブが最も好ましいです。それは製品のごく一部を加熱し、残りのエナメル質を損傷することはありません。缶が溶けるのを待ち、皿を火から下ろします。溶融スズは、強力で信頼性の高いはんだ付けを提供します。
基本的な操作手順
 はんだごてを使用した「正しい」はんだ付けの技術マップまたは図は、操作を実行するための次の手順を示しています。
はんだごてを使用した「正しい」はんだ付けの技術マップまたは図は、操作を実行するための次の手順を示しています。
直接はんだ付けする前に、はんだ付けする対象物の表面から重い汚れや腐食堆積物を取り除き、その後、特徴的な輝きまで洗浄する必要があります。
この後、部品のはんだ付けポイントは、事前に準備されたフラックスで処理されます。これにより、接触面全体にはんだが広がる条件を改善することができます。
次に、パッドまたははんだ付け領域に保護錫メッキを施します。その本質は、溶融したはんだをそれらに液体状態で塗布することです。同時に、消耗品がはんだ付けされる部品の表面全体に均一に広がり、信頼性の高い熱接続の形成を保証します。
錫メッキ用の部品を準備するときは、ペースト状のフラックスが優先されます。これは、便利に塗布され、簡単に洗い流されます。加工とはんだ付けの前に、部品はペンチで機械的にねじるか圧縮することによって事前に接続されます。
固定後、再度フラックスを塗布し、同時にはんだ棒を導入して接点を加熱します(錫メッキに使用した材料とは組成が異なる場合があります)。
はんだごての先端を錫メッキする方法を学ばなければ、自分の手で適切にはんだ付けする方法を学ぶことは不可能です。錫メッキの場合、はんだごてが完全に温まった後、作業チップをホイルで覆われた表面にしっかりと押し付け、はんだで溶融ロジンにこすります。









この操作は、特徴的なはんだの膜が銅ポイントのエッジに現れ、金属への良好な接着を提供するまで繰り返す必要があります。
適切にはんだ付けする方法の問題は、なぜはんだ付けが必要なのか、そしてそれを使って何ができるのかという関心を伴います。以前は主にはんだ付けされたポットとサモワールでしたが、今日ではハイテクなものもはんだ付けすることができます。
金属はんだ付けの特徴
品質の高い接続のためには、特定の指示に従うことが重要です。作業は通常のはんだでのはんだ付けとは異なります。多くの場合、はんだ付け酸が使用されます。作業前に次の手順に従うことが重要です。
多くの場合、はんだ付け酸が使用されます。作業前に次の手順に従うことが重要です。
- ざらざらした汚れ、金属の酸化は、サンドペーパーまたはヤスリできれいになります。
- フラックスはブラシまたは特殊なディスペンサーで注意深く塗布され、溶液は液体状態であるため、表面全体に容易に広がります。
- 錫メッキははんだの塗布で発生し、製品は一緒に固定されます。
プロセスの終了後、残っている溶液を取り除く必要があります。これは、通常の石鹸水またはソーダの溶液で行うことができます。
エラーを見つけた場合は、テキストを選択してCtrl+Enterを押してください。
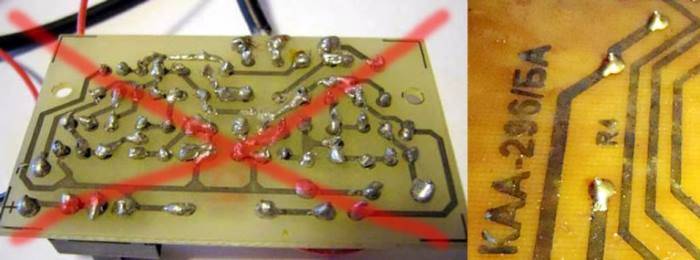
考えられる誤動作
 最も一般的なはんだごての誤動作(タイプと電源に関係なく)は、ヒーター巻線の焼損または部分的なターン間短絡です。
最も一般的なはんだごての誤動作(タイプと電源に関係なく)は、ヒーター巻線の焼損または部分的なターン間短絡です。
それは、はんだごてがまったく加熱されない、つまり効率が低下するという事実に現れます。
原則として、時間の経過とともに個々のターンを閉じると、通常の修理が役に立たなくなったときにスパイラル全体が燃焼し、スパイラルを完全に巻き戻す必要があります。最も好ましい条件下では、はんだごてが加熱されないのは、次の理由による可能性があります。
- 電圧供給ワイヤと巻線の端(スパイラル)の接合部での接触不良。
- ネットワークプラグの障害。
- コード自体のコアの1つが破損しています。
これらの誤動作はすべて、目視検査によって、または「継続性」モードでオンになっているテスターの助けを借りて検出され、その後、修理が行われます。
重要な詳細ははんだごての先端です
はんだ付けの品質と使いやすさは、はんだごてに使用されているチップに大きく依存します。銅棒で作られた刺し傷は熱をよく伝導し、はんだが完全に付着します。しかし、加熱されると、そのような刺し傷は常に酸化物で覆われ、焦げます。その結果、絶え間ない洗浄が必要になります。
別のタイプのチップは、ニッケルメッキされた金属棒です。不快なスケールの形成がないことで区別され、細部の細かいジュエリー作業に便利です。しかし、それは掃除することができません。これにより、コーティングが剥がれ、はんだの接着特性が失われる可能性があります。
最新のはんだごてのほとんどは、鋭い円錐形の先端を持っています。これにより、隣接するワイヤに安全に触れて、無線コンポーネントの脚に近づき、処理することができます。
はんだごてキットには、フラットチップが付属している場合もあります。この形状は、熱を大部分にうまく伝達し、すばやく加熱してはんだ付けするか、逆にはんだ付けすることができます。
はんだ付け機能
金属部品や製品を適切にはんだ付けする能力を活用する機会は十分にあります。このようにして、多くの組み立ておよび修理作業が実行されます。最も重要なもののいくつかを次に示します。
- 熱交換器および冷凍ユニットの内部ラインの一部である銅管をはんだ付けすることが可能です。
- さまざまな電子回路のはんだ要素。
- 修理、宝飾品、眼鏡のはんだ付けを行います。
- 金属加工ツールホルダーに超硬カッティングインサートを固定します。
- 日常生活では、シートブランクの金属化された表面に平らな銅部品を固定する必要がある場合にも、はんだ付けがよく使用されます。
- 表面を定性的に錫メッキする機能は、金属構造を腐食から保護するのに役立ちます。
また、検討中の工程により、構造の異なる金属製の部品をはんだ付けしたり、各種剛性のある接合部をシールしたりすることができます。
12Vはんだごての最終組み立て
組み立ての最終段階では、さらに2枚の薄い耐熱カンブリックが必要でした。彼らは、発熱体が取り付けられた細い銅線の「ひげ」に身を包んだ。それらの自由端は、電源ソケットからのワイヤーでねじれていました。その後、ハンドルに小さなトグルスイッチを取り付けて、はんだごてハンドルのソケットやソケットから電源を抜かなくても、ヒーターへの電圧供給をオフにできるといいなと思いました。しかし、これは特別です。読者のいずれかがそのようなデバイスを収集する場合は、この可能性を念頭に置く必要があります。









 ワイヤーをできるだけきつくねじります-接触は良好でなければなりません
ワイヤーをできるだけきつくねじります-接触は良好でなければなりません
トレーニング
職場
それらは常に通常の一般照明(500ルクス以上)ではんだ付けされ、必要に応じて、より快適な条件を作成し、ローカル照明の光源を使用します。
十分な換気に注意する必要があります。最良の結果はフードによって得られます。フードがない場合は、ロジン蒸気から部屋を換気するために断続的にはんだ付けされます(集中的な作業で1時間ごと)。
電力によるはんだごての選択
さまざまな容量のはんだごてではんだ付けします。通常、次のように想定されます。
- 低電力はんだごて(20〜50 W)は、電子機器での作業に便利で、細いワイヤーをはんだ付けできます。
- 100ワットの工具を使用して、厚さが1mm以下の銅層をはんだ付けします。
- 200 W以上の場合、最初は強力なはんだごてを使用する必要があるような巨大な部品をはんだ付けできます。
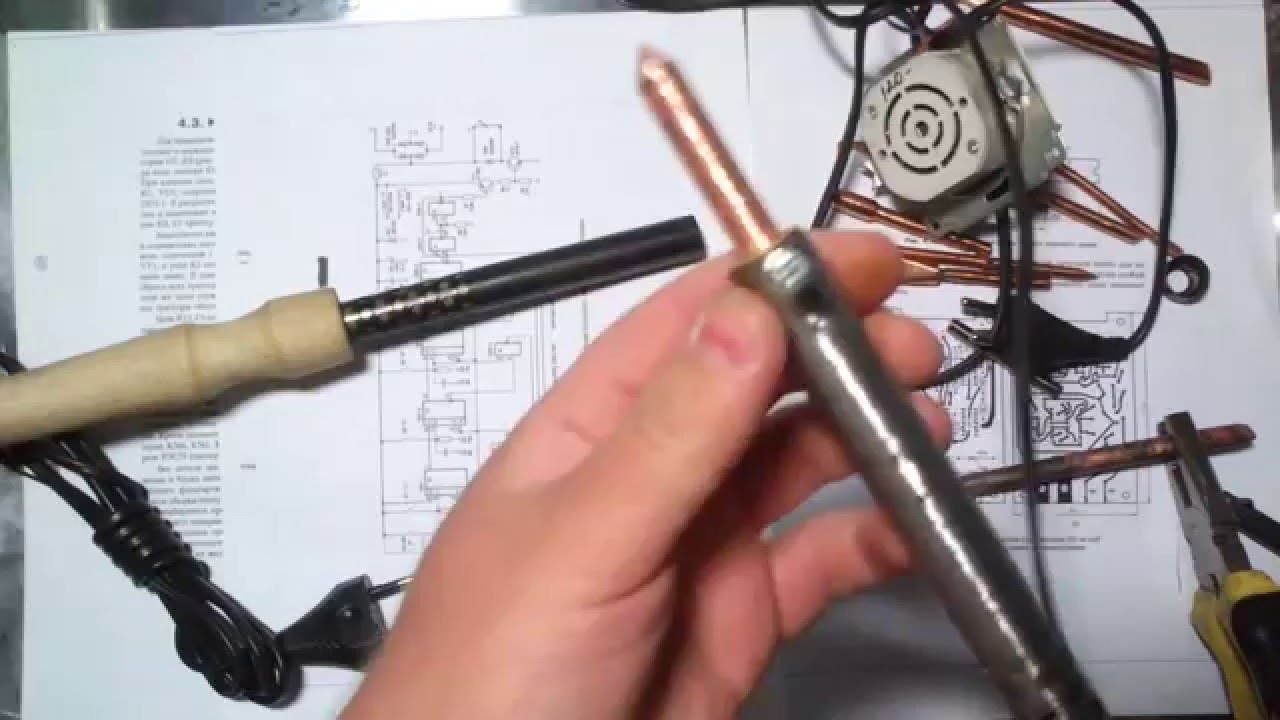
デバイスの電力を視覚的に判断するのは簡単です。50ワットのはんだごては万年筆よりもわずかに大きいことがわかりますが、200ワットのはんだごての全長は約35〜40cmです。
はんだごてが機能する
初めて使用する前に 工場のグリースの残りは、ハウジングから取り除く必要があります。燃え尽きると、煙や不快な臭いがします。したがって、はんだごては延長コードを介してオンになり、窓から通りに15分ほどさらされます。
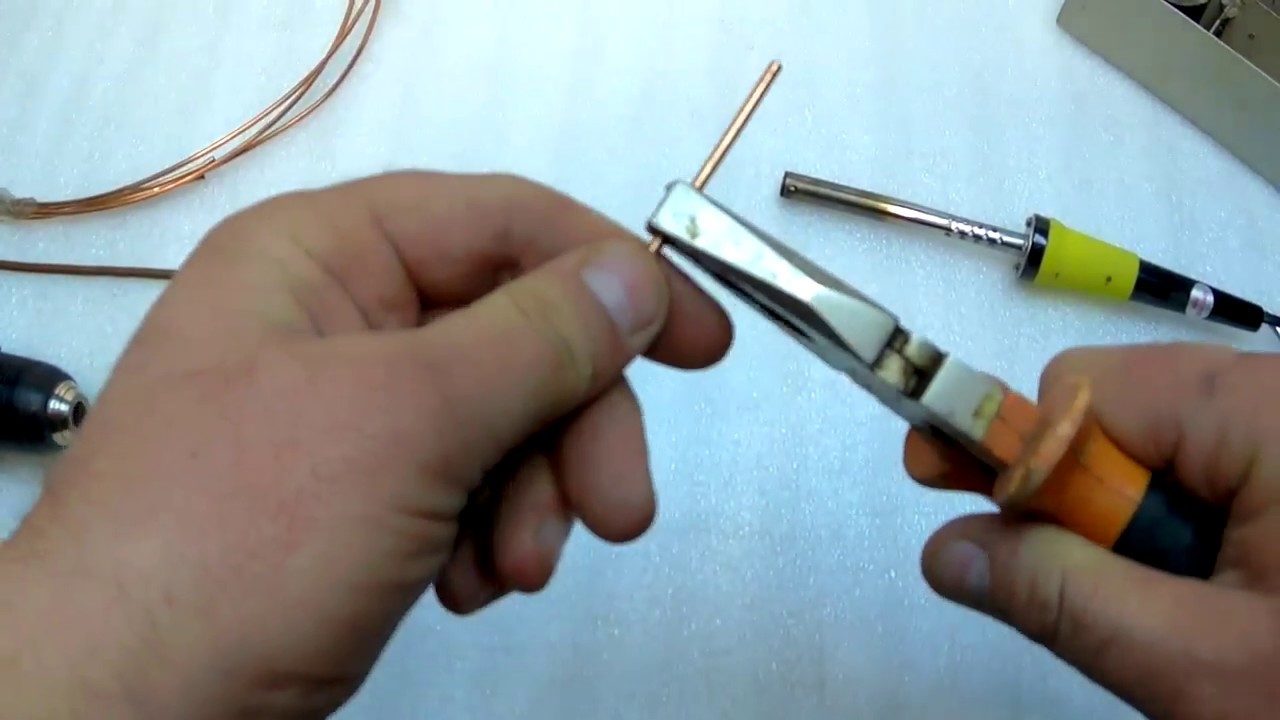
次に、はんだごての先端をハンマーで鍛造します。銅製のシールにより、耐用年数が長くなります。刺し傷の先端は形作られています:
- 斜めまたはカット上-スポット作業用(例を図5に示します)。
- ナイフの形-そのような刺し傷で、いくつかの接点が同時にはんだ付けされます(マイクロ回路では一般的)。
- 特別-彼らはいくつかのタイプの無線部品をはんだ付けします。
図5.はんだごての先端の普遍的な研ぎとその作業領域の適切な錫メッキの例
はんだ付けを開始する前に、酸化皮膜からチップを除去する必要があります。この手順は、きめの細かいサンドペーパーまたはベルベットのやすりを使用して実行するだけでなく、化学的に:ロジンに浸します。きれいにされた刺し傷ははんだで錫メッキされます。
必要に応じて、強力なはんだごてでその点をはんだ付けできます。これを行うには、直径0.5〜1 mmの銅線をその先端に巻き、その自由端を使用してはんだを加熱します。
はんだ付け用部品
常にいくつかの段階ではんだ付けします。まず、金属導体の表面を準備します。
- 酸化膜の除去とそれに続く脱脂;
- 錫メッキ(接触する表面へのスズの層の堆積)。
次に、パーツを接続できます。
使用していたワイヤーは必ず清掃してください。
酸化皮膜は、ヤスリ、サンドペーパー、ナイフの刃で取り除きます。フレキシブルワイヤーの場合、各ワイヤーが処理されます。
エナメル線の絶縁は、加熱された刺し傷で押し付けられたPVCチューブの表面上にドラッグすることによって除去されます。
準備の兆候は、酸化膜の残留物のない均一に光沢のある表面です。
それらは常に脱脂剤ではんだ付けされています。表面を糸くずの出ない布、またはアセトンまたはホワイトスピリットで湿らせた布で拭きます。
新しいワイヤーには酸化膜がありません。それらは、断熱材を取り除いた直後に整備されます。
フラックスの下で銅導体を錫メッキする必要があります。加熱後、はんだは金属表面を薄い層で覆う必要があります。たるみがある場合、はんだ付けはお勧めしません。ワイヤーは垂直に配置され、はんだごてを上から下に通過させます。次に、余分な溶融はんだがスティングに流れます。
アルミニウムをはんだ付けする必要がある場合は、洗浄と錫メッキの手順を組み合わせます。これを行うには、ロジンで覆われたワイヤーをサンドペーパーに入れ、同時に回転させて加熱します。
一部のタイプのフラックスの品質は、長期保管中、および大気中の湿気の影響下で低下します。したがって、このようなフラックスは、有効期限をさらに制御してはんだ付けされます。
これは興味深いです:方法 溶接垂直溶接 初心者向け:あらゆる側面から検討してください
酸性リン酸のはんだ付け
経験豊富な職人-電子技術者やアマチュア無線家は、高品質の接続には、はんだごてだけでなく、追加のアクセサリも必要になることを知っています。はんだ付けには、フラックスとはんだが使用されます。後者は鉛とスズに基づいて作られ、多くの場合、ワイヤーの形で提供されます。ワイヤー、フラックスの比率の特性は、製品の種類によってパラメーターが異なる場合があります。









フラックスは2番目の成分として機能し、一般的な形態はロジンの形態で使用されます。銅組成物の部品、ワイヤー、その他の材料を定性的かつ迅速にはんだ付けするのに役立ちます。はんだ付け酸は、真ちゅう、ニッケル、ステンレス鋼などの材料で機能します。

準備段階
 自宅ではんだとはんだごてを扱う正しいテクニックを学ぶ前に、はんだ付けの方法とこの手順に先行するすべてを学ぶことを含む特別なコースを受講する必要があります。自分で学ぶことはできますが、宝石や複雑な電子回路を使って仕事をマスターするときは、経験豊富なメンターなしではできません。
自宅ではんだとはんだごてを扱う正しいテクニックを学ぶ前に、はんだ付けの方法とこの手順に先行するすべてを学ぶことを含む特別なコースを受講する必要があります。自分で学ぶことはできますが、宝石や複雑な電子回路を使って仕事をマスターするときは、経験豊富なメンターなしではできません。
プロセスの構成の観点から、特殊なはんだを使用して金属をはんだ付けすることは、内容が非常に単純な一連の操作です。しかし、見た目は簡単ですが、誰もが初めて正しくはんだ付けできるわけではありません。最初の知人では、何をどのような順序で行うべきかについての明確な考えの欠如に関連するいくつかの困難があります。
はんだ付け作業の準備については、特定の規則に従うことをお勧めします。その本質は次のとおりです。
- はんだ付けする適切なメイン作業ツールを選択する必要があります。
- 便利で機能的なスタンドを作ることを心配し、ほとんどの場合はんだ付けしなければならない場所を準備する必要があります。
- 学生は適切な消耗品を買いだめする必要があります。これがないと、そのような手順は実行できません(はんだ、液体、またはペーストフラックス)。

そして最後に、初心者ユーザーは、はんだ付けの基本的な技術的方法を習得する必要があります。これには、特定の一連の意図的なアクションが含まれます。
電気はんだごて、ガスではんだ付けできます トーチまたははんだごて ランプ。ボード、マイクロ回路は通常、均一な加熱を提供する特殊なヘアドライヤー、サーマルステーションではんだ付けされます。いずれかのタイプのツールとそのスタンドまたはホルダーの選択は、作業操作を実行するために想定される温度条件によって決まります。
次の要件は、金属接続を適切にはんだ付けできるようにする必須コンポーネントの準備です。これらには、さまざまな種類のはんだ、フラックス添加剤、およびその品質を向上させるために必要な特殊なはんだ付け液(錫メッキ用のロジンおよびアルコール組成物)が含まれます。
はんだ付け作業の種類
はんだ付け方法の多様性は、はんだ付けの品質と効率を決定する多くの異なる要因によって説明されます。そのような要因には、はんだ付け装置のタイプとプロセスで使用されるはんだのタイプだけでなく、継ぎ目の形成の技術的特徴も含まれます。ボード上の表面実装部品については、はんだマスクを正しく使用する方法を学ぶ必要があります。
いずれにせよ、正しくはんだ付けするためには、使用している金属の融点を知る必要があります。これは、はんだ付けツールの選択だけでなく、フラックスとはんだにも影響します。指定されたパラメータに従って、はんだ材料は可融性(最大450度)と耐火性(450度以上)に分けられます。



