溶接工のためのコース
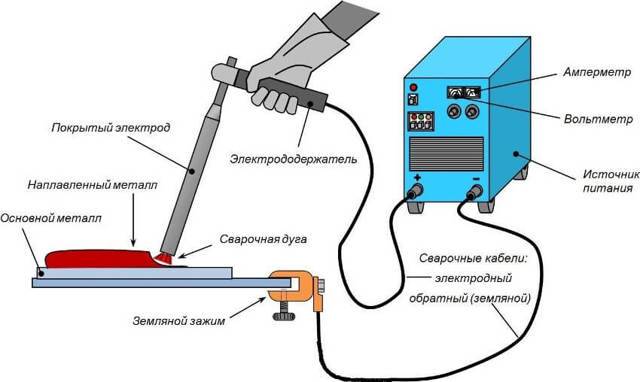
溶接は特別なコースで習得することができます。それらの溶接トレーニングは、理論と実践演習に分けられます。直接または遠隔で勉強することができます。コースは初心者のための溶接技術と他の重要な知恵を教えます。重要なのは、教師の監督の下で実践的なクラスで溶接によって調理する方法を学ぶ機会です。学生は、溶接に利用できる機器、電極の選択、安全規則についてのアイデアを与えられます。
個人またはグループで勉強できます。各オプションには独自の利点があります。個人で勉強するときは、将来役立つ知識だけをマスターすることができます。しかし、グループで勉強するときは、仲間の生徒の間違いの分析を聞いて、追加の知識を習得する機会があります。
コースを修了し、習得した知識と実践的なスキルを確認する試験に合格すると、承認されたサンプルの証明書が発行されます。
パイプ溶接
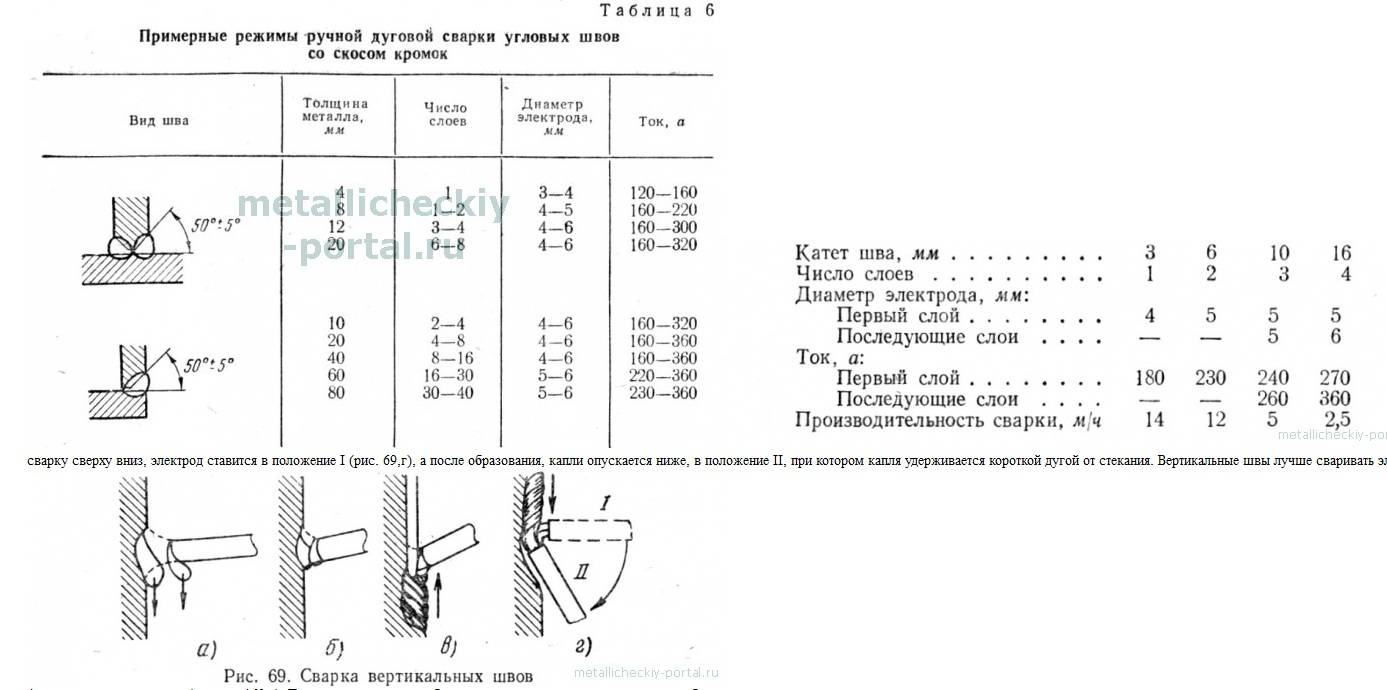
電気アーク溶接では、パイプの円周に沿って走る水平の継ぎ目と、側面に沿って走る垂直の継ぎ目、および上下の継ぎ目を作ることができます。最も便利なオプションは下の縫い目です。

鋼管は、壁の高さに沿ってすべてのエッジを溶接しながら、端から端まで溶接する必要があります。動作中、電極は45度の角度で設置する必要があります。これは、製品内部への流入を減らすために行われます。縫い目の幅は2〜3 mm、高さは6〜8mmにする必要があります。溶接が重なっている場合、必要な幅はすでに6〜8 mmで、高さは3mmです。
作業を開始する直前に、準備手順を実行する必要があります。
- アイテムをクリーンアップする必要があります。
- パイプのエッジが変形している場合は、アングルグラインダーまたは単純なグラインダーでそれらを整列または切断します。
- 縫い目が通過するエッジは、輝きを放つためにきれいにする必要があります。
準備ができたら、仕事に取り掛かることができます。すべての接合部を連続的に溶接し、完全に溶接する必要があります。最大幅6mmのパイプジョイントは2層で溶接され、幅は3層で6〜12 mm、壁幅は4層で19mmを超えます。主な特徴は、スラグからのパイプの絶え間ない洗浄です。完成した各層の後で、スラグを取り除き、新しい層を調理する必要があります。最初の縫い目で作業するときは特に注意が必要です。すべてのくすみとエッジを溶かす必要があります。最初の層に亀裂がないか注意深くチェックされます。亀裂が存在する場合は、溶融または切断して再度溶接する必要があります。
後続のすべての層は、パイプをゆっくりと回転させることによって溶接されます。最後の層は、母材へのスムーズな移行で溶接されます。
初心者の溶接工の間違い
電気溶接で調理する方法を学ぶために、あなたは初心者が犯す主な間違いを考慮する必要があります:
- 電極の移動が速すぎるため、継ぎ目が不均一になります。
- 金属に穴や火傷が形成されている間、継ぎ目の動きが遅すぎます。
- 縫い目が不均一で平らすぎます。ここでの主なエラーは、電極の角度にあります。
- 金属の故障。これは、金属と電極の間に5 mmのギャップが観察されなかったため、つまりギャップが小さすぎたために発生します。
- そうしないと、ギャップが大きすぎると、金属が沸騰しません。
上記のエラーはすべて、最も重大なものにすぎません。経験によってのみ理解できるニュアンスは他にもたくさんあります。
薄肉の金属やプロファイルを溶接する場合は、慎重に作業する必要があります。薄い部品は、洗浄した電極を適用し、その上に直接溶接することで溶接できます。
非鉄金属への溶接は、他の電極を必要とするため、著しく異なります。特別な保護環境も必要です。これで、ほとんどすべての金属を調理するユニバーサルデバイスを購入できます。
薄肉の金属を扱うための半自動装置もあります。その本質は、特殊なワイヤーの堆積にあります。
溶接用電極の選び方
電極は、溶接するワークピースに電流を流すことができる金属棒です。電極にはさまざまなブランドがありますが、 しかし溶接用 鋼製の、直径3mmのインバーター用の従来の電極が適しています。金属が厚いほど、溶接用の電極の直径を大きくする必要があります。

溶接トレーニング用の電極は高品質で、もちろん乾燥していることが非常に重要です。湿った電極を使用する場合、経験豊富な溶接工でもアークを打ち、安定した状態に保つことは非常に困難です。
したがって、溶接方法を学ぶことにした場合は、これらの目的のために高品質の消耗品のみを使用する必要があります。
アーク点火
次に、インバータをオンにする必要があります。電気溶接のこの最も簡単な手順は、トグルスイッチをオンにすることによって実行されます。現在の値は、ユニットのフロントパネルで見やすいレギュレーターで設定する必要があります。選択した電極には、100 Aの電流が適しています。マスクを下げて、次に進みます。

まず第一に、あなたはアークの点火のスキルを理解する必要があります。新しい電極では、これは部品全体にスワイプするだけで実行されます。マッチをどのように照らすかを覚えておいてください。電極がすでに使用されている場合は、金属の表面をノックする必要があります。初心者の手の電極が金属にくっつくことが起こります。これは、電極を横に鋭く傾けることで簡単に修正できます。はがすことができなかった場合は、インバータの電源を切る必要があります。そうすると、付着点は自然に消えます。





点火された電極は溶接アークを形成します。それを維持するために、あなたは3-5mmの金属までの距離を維持する方法を学ぶ必要があります。接近すると、固着を伴う短絡が発生する場合があります。離れると、弧は消えます。
縫い目を溶接する方法
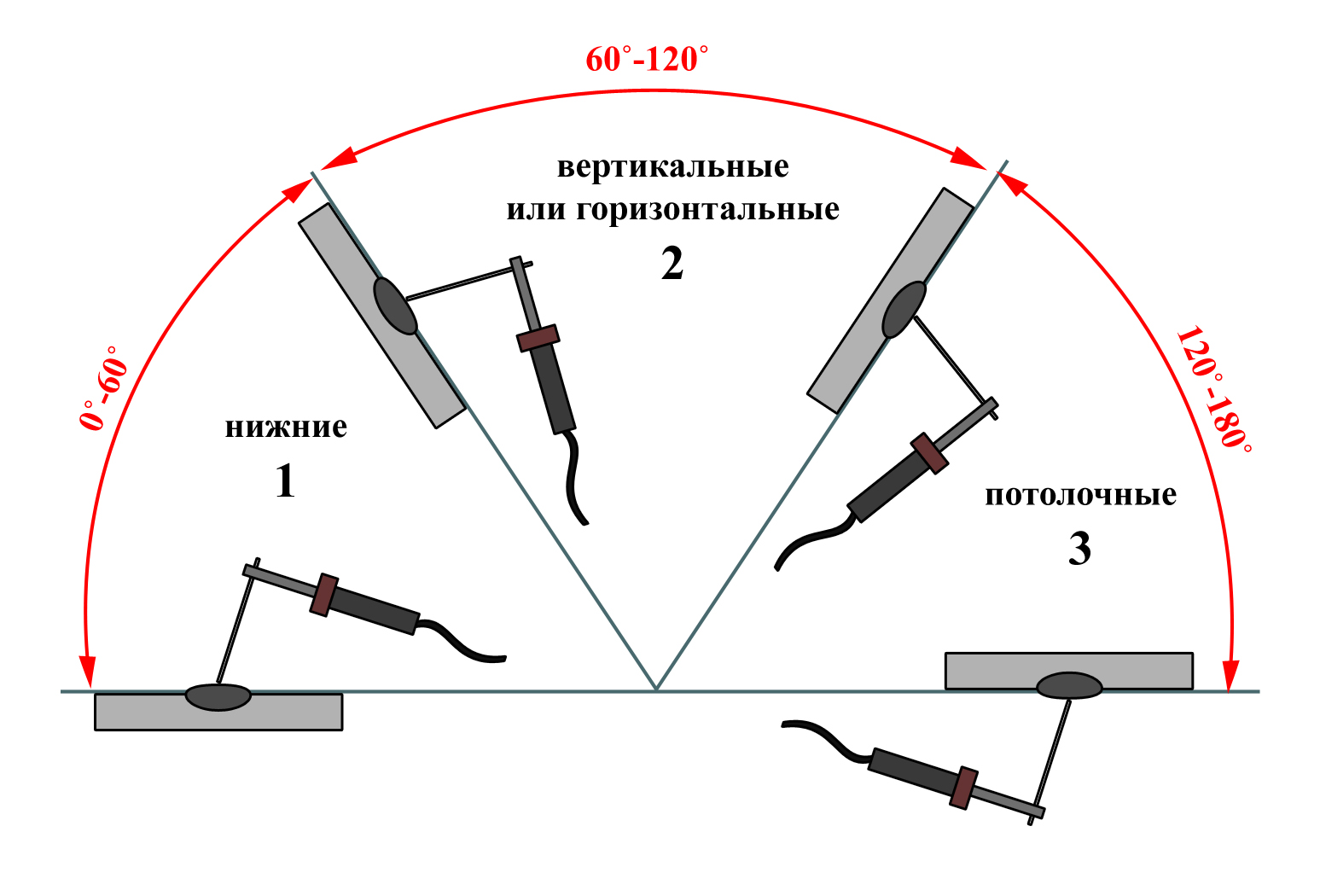
下の位置で溶接する場合、初心者の溶接工でも問題は発生しません。しかし、他のすべての規定には、テクノロジーの知識が必要です。各ポジションには独自の推奨事項があります。各タイプの溶接を行うための技術を以下に説明します。
垂直シームの溶接
垂直位置での部品の溶接中、溶融金属は重力の作用下で滑り落ちます。液滴の脱落を防ぐために、より短いアークが使用されます(電極の先端が溶接プールに近くなります)。一部の職人は、電極が許せば(くっつかないように)、一般的に電極を部品に寄りかかります。
金属の準備(溝入れ)は、接合部の種類と溶接する部品の厚さに応じて行われます。次に、それらは所定の位置に固定され、短い横方向の継ぎ目(「タック」)を備えた数センチメートルのステップで接続されます。これらの継ぎ目は、パーツが移動することを許可しません。
垂直シームは、上から下、または下から上に溶接できます。下から上に向かって作業する方が便利です。これは、アークが溶接プールを押し上げて、下がらないようにする方法です。これにより、高品質の縫い目を簡単に作成できます。
垂直シームを下から上に溶接する方法:電極の位置と可能な動き
このビデオでは、電極を下から上に分離せずに動かしながら、電気溶接によって垂直シームを適切に溶接する方法を示しています。ショートロールテクニックも示されています。この場合、電極の動きは上下にのみ発生し、水平方向の変位はなく、継ぎ目はほぼ平坦です。
アーク分離により垂直位置で部品を接続することが可能です。初心者の溶接工にとって、これはより便利かもしれません:分離の時間の間に、金属は冷える時間があります。この方法では、溶接されたクレーターの棚に電極を置くこともできます。簡単です。動きのパターンは、休憩なしの場合とほぼ同じです。左右に、ループまたは「短いローラー」(上下)があります。
ギャップのある垂直シームを調理する方法については、次のビデオを参照してください。同じビデオチュートリアルは、継ぎ目の形状に対する現在の強度の影響を示しています。一般に、電流は、特定のタイプの電極と金属の厚さに対して推奨されるよりも5〜10A少なくする必要があります。しかし、ビデオに示されているように、これは常に正しいとは限らず、実験的に決定されています。
垂直方向の継ぎ目が上から下に溶接されることがあります。この場合、アークを開始するときは、溶接する表面に対して電極を垂直に保持します。この位置で点火した後、金属を加熱し、次に電極を下げてこの位置で調理します。垂直シームを上から下に溶接することはあまり便利ではなく、溶接プールを適切に制御する必要がありますが、この方法で良好な結果を得ることができます。
上から下への電気溶接によって垂直シームを溶接する方法:電極の位置とその先端の動き
水平シームを溶接する方法
垂直面の水平シームは、右から左、および左から右の両方で実行できます。違いはなく、誰にとっても便利で、そのように料理します。垂直シームを溶接するときのように、バスは下がる傾向があります。したがって、電極の傾斜角は非常に大きくなります。移動速度と現在のパラメータに応じて選択されます。主なことは、お風呂が所定の位置にとどまるということです。
水平シームの溶接:電極の位置と動き
金属が流れ落ちる場合は、移動速度を上げて、金属のウォーミングアップを減らします。別の方法は、アークブレークを作成することです。これらの短い間隔の間に、金属は少し冷えて、排水しません。電流を少し減らすこともできます。これらすべての対策のみが段階的に適用され、一度にすべてが適用されるわけではありません。
下のビデオは、水平位置で金属を適切に溶接する方法を示しています。垂直方向の継ぎ目に関するビデオの第2部。
天井の継ぎ目
このタイプの溶接継手は最も困難です。高度なスキルと溶接プールの適切な制御が必要です。この継ぎ目を実行するために、電極は天井に対して直角に保持されます。弧は短く、移動速度は一定です。縫い目を拡張する主に円形の動きを実行します。








電気溶接の安全上の注意
金属の電気溶接は、熱や火花などの放出を伴うだけでなく、不適切な取り扱いをすると感電しやすくなります。
したがって、電極ホルダーを初めてつかむ前に、次の要件をいくつか満たしてください。
- 目を保護してください。これらの目的のために、溶接工またはその前身のための特別なマスク、光フィルター付きのシールドがあります。
- 必ずオーバーオールで作業してください。不燃性の素材で作られている必要があり、腕と脚は覆われている必要があります。
- ゴム引きの靴と手袋、溶接工のレギンスを使用してください。このようにして、感電のリスクを最小限に抑えます。
とりわけ、電気溶接も感電によって危険であることを忘れてはなりません。そのため、小雨でも路上で溶接して調理することはできません。また、燃料やガスなどの容器で調理することはできません。腕と脚を保護するために、常にゴム引きのオーバーオールを着用してください。

今日、家庭用溶接では、インバーターが最も頻繁に使用されています。これらは、鋼、鋳鉄、およびステンレス鋼を溶接できる軽量のモバイルデバイスです。
溶接の準備
電気溶接のトレーニングは、ある程度のトレーニングが必要な実践的なプロセスです。まず第一に、あなたはセキュリティの世話をする必要があります。溶接工の仕事は非常に危険です:
- 溶融金属の飛沫による火傷の可能性;
- 高温での有毒な分泌物による中毒;
- 感電の可能性;
- 安全ゴーグルを着用していない場合の目の怪我。

電気溶接用の機器と機器の正しい選択は、安全なプロセスの鍵です。溶接作業には以下が必要です。
密度の高い生地で作られたスーツで、体、腕、脚を完全に覆っています。
目を保護するために特殊なメガネを使用することもできますが、マスクに注意することをお勧めします。また、面を保護し、溶接プロセスでより安全になります。
溶接用の高品質機器;
電極;
起こりうる火災をなくすためのバケツの水。
溶接に最適な場所
屋外にとどまり、近くの可燃物をすべて取り除くことが望ましいです。
現代の市場は、電気溶接機の幅広い選択肢を表しており、その種類は主に3つのタイプに分類されます。
- 溶接用に交流を変換する変圧器。このタイプの溶接機は、安定した電気アークを発生させないことがよくありますが、多くの電圧を消費します。
- 整流器は、消費者ネットワークからの直流に変換します。これらのデバイスは、安定性の高い電気アークを得ることができます。
- インバーターを使用すると、家庭用ネットワークからの電流を溶接用の直流に変換できます。これらのユニットは、アーク点火の容易さと高性能が特徴です。
初心者のための溶接:ビデオチュートリアル-ニュアンスを見て学びます。
初心者には、消耗品でコーティングされたソリッドロッドなどの電極を選択することをお勧めします。初心者の溶接工は、そのような電極で均一な継ぎ目を作るのが簡単になります。初心者用のロッドのサイズは3mmです。
ヒント:自分で電気溶接で調理する方法を学ぶ方法
必要な電極の数、使用する必要のある電極の数がわかっていて、製品が大きすぎない限り、1日で金属構造を自分で溶接することはかなり可能です。
そして、あなたが自分で料理する方法を学ぶためにあなたが心に留めておく必要がある他に何がありますか:
金属は鋼、合金、または会った色などの布地である可能性があるため、溶接工が正しく機能するだけでなく、基本、特に特定の材料に必要な操作モードを学ぶことも重要です。 。
特定の縫い目を作る方法を必ず研究してください。
電極と溶接ワイヤの選択に正しくアプローチする必要があります。
最初は最高のカテゴリーの専門家になる必要がない場合は、ビデオチュートリアル、継ぎ目のある図面を見て、専門家のアドバイスを学ぶことで、自分で溶接を学ぶことができます。トレーニングは長くなりますが、特に継ぎ目を徐々に作成しようとすると、生産性が高くなり、作業経験が増えます。

多くの人は、この技術が長時間の負荷に耐えることができ、問題をすばやく終わらせることができるため、抵抗剤を使用することを好みます。最初に溶接を使用する場合は、実際のインバーターを使用することをお勧めします。その後、優れた経験を積むと、他のデバイスでも使用できるようになります。電極に関しては、「3」を選択することをお勧めします。それらは使いやすく、そして最も重要なことに、それらは電力網に過負荷をかけません。
一般的に、溶接装置は変圧器、整流器、インバーターのタイプに分けられます。なぜ人気がインバーターの後ろに残っているのですか?コンパクトで軽量、初心者でも扱いやすいです。溶接を学ぶための最初のステップでは、作業を複雑にしないように、より単純な種類の金属、できれば要素さえも採用する価値があります。






溶接する前に、次の準備をする必要があります。
- 水でバケツ;
- スラグをかき混ぜるためのハンマー;
- 鉄のブラシ;
- 顔と首の部分を保護するマスク。
- キャンバスの発火や燃え尽きを防ぐために、組成物を染み込ませた特殊な布で作られた手袋。
- 長袖の特別な服。
溶接事業は火災の危険があることを忘れないでください。したがって、重大な結果を排除するために、近くに可燃物または可燃物を置くことは固く禁じられています。
手動アーク溶接技術。溶接による調理方法
実習に進む前に、安全上のご注意を改めてお伝えしたいと思います。作業場所の近くに木製の作業台や可燃物はありません。職場には必ず水の入った容器を入れてください。火災の危険性に注意してください。
溶接による適切な溶接方法を理解するために、詳細な手順と溶接プロセスのビデオをご紹介します。
まず、アークを打ち、必要な時間それを保持してみてください。これを行うには、次のアドバイスに従ってください。
- 金属製のブラシを使用して、溶接する部品の表面を汚れや錆から取り除く必要があります。必要に応じて、それらのエッジは互いに調整されます。
- 直流で正しく電気溶接して調理する方法を学ぶのが一番ですので、「プラス」端子を部品に接続し、電極をクランプに取り付け、溶接機に必要な電流強度を設定します。
- 電極をワークピースに対して約60°の角度で傾け、金属表面上をゆっくりと通過させます。火花が発生した場合は、ロッドの端を5 mm持ち上げて、電気アークを点火します。おそらく、電極の端にコーティングまたはスラグの層があるために火花を出すことができませんでした。この場合、電気溶接で適切に溶接する方法に関するビデオで提案されているように、電極の先端で部品をタップします。出現するアークは、溶接プロセス全体を通して5mmの溶接ギャップで維持されます。
- アークが非常にしぶしぶ点灯し、電極が常に金属表面に付着している場合は、電流を10〜20A増やします。電極がくっついている場合は、力を加えてもホルダーを左右に振ってください。
- ロッドは常に燃え尽きるので、3〜5 mmのギャップを維持するだけで、安定したアークを維持できることを忘れないでください。
アークを発生させる方法を学んだら、電極をゆっくりと自分の方に動かし、振幅を3〜5mmずつ左右に動かしてみてください。溶融物を溶接プールの周辺から中心に向けるようにしてください。長さ約5cmのシームを溶接した後、電極を取り外して部品を冷まし、接合部をハンマーで叩いてスラグをノックダウンします。正しい継ぎ目は、クレーターや不均一性のないモノリシックな波状構造を持っています。
シームの純度は、アークのサイズと溶接中の電極の正しい動きに直接依存します。保護フィルターを使用して撮影された、溶接による調理方法のビデオをご覧ください。このようなビデオでは、アークを維持し、電極を動かして高品質の継ぎ目を得る方法を明確に見ることができます。次の推奨事項を作成できます。
- 弧の必要な長さは、軸に沿ったロッドの並進運動によって維持されます。溶融中は電極の長さが短くなるため、必要なクリアランスを確保しながら、ロッドを持ったホルダーを常に部品に近づける必要があります。これは、料理の仕方を学ぶ方法に関する多くのビデオで強調されていることです。
- 電極の縦方向の動きは、いわゆるフィラメントローラーの堆積を作成します。その幅は通常、ロッドの直径より2〜3 mm大きく、厚さは移動速度と電流強度に依存します。スレッドローラーは本当に狭い溶接です。
- 継ぎ目の幅を広げるために、電極はその線を横切って動かされ、振動する往復運動を実行します。溶接の幅は振幅の大きさに依存するため、振幅の大きさは特定の条件に基づいて決定されます。
溶接プロセスでは、これら3つの動きを組み合わせて、複雑なパスを形成します。
電気溶接による溶接方法のビデオを確認し、そのような軌道の図を検討した後、部品の垂直または天井の配置などで、オーバーラップ溶接または突合せ溶接に使用できるものを見つけることができます。
動作中、電極は遅かれ早かれ完全に溶けます。この場合、溶接を停止し、ホルダー内のロッドを交換します。作業を継続するために、スラグをノックダウンし、継ぎ目の端に形成された火口から12mmの距離でアークを発射します。次に、古い継ぎ目の端が新しい電極と融合され、作業が続行されます。
アーク溶接
手動アーク溶接は、国民経済のすべての分野で、また日常生活で金属構造の要素を接合するために広く使用されています。他のタイプの溶接継手と比較した場合のその特徴的な特性は次のとおりです。
- 電極である溶接機と消耗品の比較的低コスト。
- ステンレス合金を含む一般的なグレードの金属の高品質の溶接継手を取得します。
- 手の届きにくい場所で溶接作業を行うことができます。これは、軽量で機器を電気に接続しやすいことで容易になります。

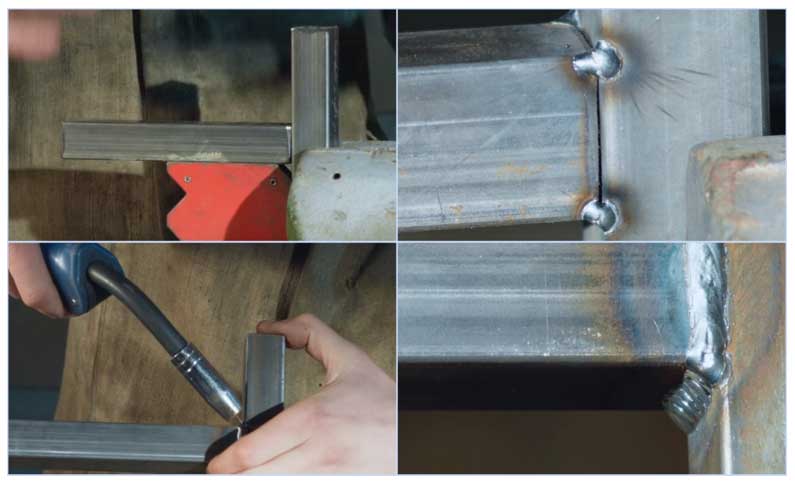
米。 7細いプロファイルパイプの溶接-シームのタイプ
電気アーク溶接を使用して作業を実行するには、次の手順を実行します。
- パイプの端は溶接用に準備されています。これにより、錆が除去され、その後、溶融電極からの金属で継ぎ目を埋めるために必要な距離にブランクが設定されます。これには、多くの場合、特別な装置が使用されます。
- 溶接機の電源を入れ、内蔵インジケーターに応じて必要な電流を設定し、溶接機に接続されたホルダーに電極を挿入し、もう一方の端をパイプに固定します。
- 溶接する部品の位置はスポット溶接(タック)で固定し、保護服、マスク、溶接機の手袋を使用して電気溶接を行います。
- 作業の最後に、スケールをノックダウンし、金属ブラシで継ぎ目をきれいにします。
半自動金属不活性ガス溶接(MIG)
現代の技術のおかげで、多くの経験と溶接工としての長年の訓練を必要としない国内の条件で最も簡単な方法でプロファイル製品を溶接することが可能になりました。
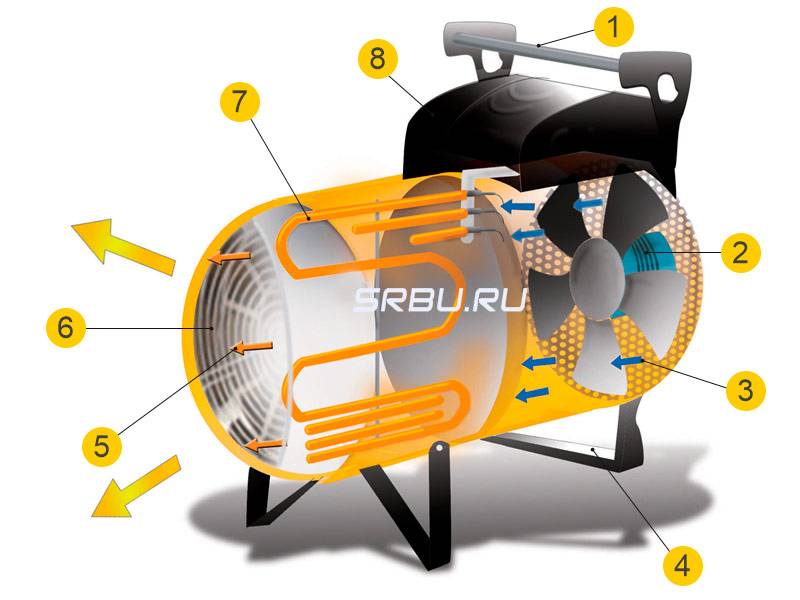
米。 8MIGのしくみ
半自動不活性ガス溶接(MIG)は、従来のアーク溶接の開発における進化的なステップであり、それに比べて次の利点があります。
- 電極の代わりに、直径0.6〜1.2 mmの特殊なワイヤーがトーチを介して溶接プールに自動的に供給され、リールに巻かれます。これにより、プロセスが自動化され、電極の交換時間が短縮されます。
- ワイヤーと一緒に、不活性ガス(通常は二酸化炭素とアルゴンの混合物)が溶接スリーブを介してバーナーに供給されます。これにより、スラグの形成が防止され、溶接の品質が向上します。
この技術のおかげで、半自動溶接には、電気アーク溶接機に比べて次のような利点があります。
- 厚さ0.5mmの薄いワークを溶接できます。
- 鋼、ステンレス鋼、鋳鉄、アルミニウム、非鉄金属を調理します。
- 作業を行うとき、スラグがなく、煙もほとんどありません。これは、電気アーク方式と比較して、健康への害が少なく、継ぎ目の品質を向上させます。
MIGの欠点には、かさばり(大規模なガスシリンダーとバーナーへのワイヤー供給システムが必要)と、溶接ゾーンからガスを吹き出す強風で作業できないことが含まれます。
米。 9不活性ガス環境での薄肉プロファイルパイプの溶接
道具と機材
手動アーク溶接の技術は比較的単純で、特殊な装置と電極を使用して実行されます。また、補助工具と保護具も必要になります。





機器の種類
日曜大工のアーク溶接に使用できるデバイスには、次の3つのタイプがあります。
- トランスフォーマー。このようなデバイスの動作原理は、交流に基づいています。それらは非常に重く、一般的な電気ネットワークの電圧に突然の変化を引き起こす可能性があり、非常にノイズが多いことに注意する必要があります。変圧器に均一な継ぎ目を作ることは非常に困難です。経験豊富な溶接工だけがそれを行うことができます。しかし、初心者の職人が変圧器を使用したアーク溶接の訓練を受けている場合は、他の機器での作業がはるかに簡単になります。
- 整流器。デバイスの動作は、半導体ダイオードによって提供されます。このタイプのユニットは、交流を直流に変換します。これらは用途の広いデバイスです。ほとんどすべての電極がそれらに適しており、溶接はさまざまな金属で実行できます。変圧器と比較して、溶接プロセスははるかに簡単で、アークの安定性が維持されます。
- インバーター。彼らはほとんど静かに働きます。コンパクトで自動調整システムにより使いやすい。動作中、デバイスは交流を変換することにより高電力の直流を生成します。
すべてのデバイスの中で、インバーターが最高と見なされています。それらは、電力サージの間でも安定したアークを作成し、多機能です。
道具と機材
電気アーク溶接で溶接する前に、まず個人用保護具と工具を準備する必要があります。
- それに溶接および電極のための装置。溶接のスキルを習得しているだけの人は、より多くの電極を準備する必要があります。
- 補助ツール。アーク溶接技術では、溶接中に発生したスラグを除去します。このためには、金属用のハンマーとブラシが必要です。
- 保護服。高密度の材料で作られた特別なマスク、手袋、保護服なしで溶接を開始しないでください。人間の安全はそれらに依存しているので、そのような手段を無視する価値はありません。
デバイスを初めて使用する場合で、手動アーク溶接によって適切に溶接する方法を学びたい場合は、トレーニング用の金属要素を事前に準備することをお勧めします。
よくある新人の間違い
アーク溶接のスキーム。
初心者の溶接工は、溶接装置の使用に関する基本を知らないことに関連して間違いを犯すのが一般的です。たとえば、初心者はインバータとの溶接に正しい極性を選択する方法を知らない場合があります。これにより、接続の形成が不十分になったり、部品が焼け落ちたりする可能性があります。
次の主な間違いを区別することができます。
- 安全上の注意を怠る。
- 溶接機の間違った選択;
- 低品質または準備されていない電極の使用;
- トライアルシームなしで動作します。
初心者の場合、溶接でResantを調理する場合は、1つの機能に個別に注意する必要があります。この装置は非常に人気がありますが、接続ケーブルが短いため、使用に不便な場合があります。
溶接機の種類
市場にはさまざまなタイプの溶接機のモデルが多数あります。
それらすべての種類の:
- トランスフォーマー;
- 整流器;
- インバーター;
- 半自動;
- 自動機;
- プラズマ;
家庭のワークショップでは、変圧器は安価であるために最も頻繁に使用され、インバーターはその単純さと使いやすさのために使用されます。残りは、生産でのみ達成可能な特別な仕事の条件、または特別なトレーニングとスキルの長期的な習得のいずれかを必要とします。
変成器
そのような装置の装置は非常に単純です-それは強力な降圧変圧器であり、その二次巻線には動作する電気回路が含まれています。

変圧器溶接機
変圧器の利点:
- 気取らない;
- 生存性;
- シンプルさ;
- 安さ。
欠陥
- 非常に大きな重量と寸法。
- アークの安定性が低い。
- 交流で動作します。
- 電力サージを引き起こします。
このような装置には、溶接工のスキルと豊富な経験が必要です。初心者の溶接工に適切な溶接方法を教えるには適していません。
インバーター
インバータ装置は、はるかに複雑な設計になっています。インバータユニットは、入力主電源電圧を繰り返し変換し、そのパラメータを必要なものにします。高周波電流の変換により、トランスの寸法と重量は何倍も小さくなります。

インバーター
インバーターの利点:
- 軽量で寸法が小さい。
- 回路内の安定した電圧と電流。
- 粘着防止とホットスタートの追加機能。
- 現在およびアークパラメータを微調整する機能。
- 供給ネットワークに電圧サージを引き起こしません。
インバータには欠点もあります。
- 高価;
- 耐霜性が低い。
適切に調理する方法を学ぶことは、インバーターから始めるのが最善です。アークパラメータの安定性と「固着」の開始と防止を容易にする追加機能により、初心者は継ぎ目に集中し、テクノロジーをすばやく習得できます。



電気溶接技術
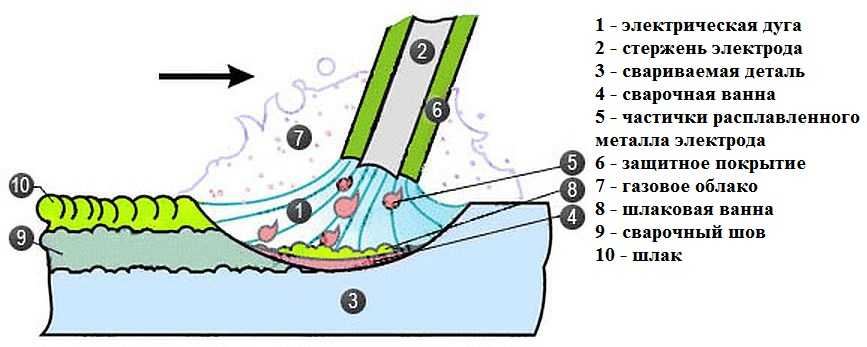
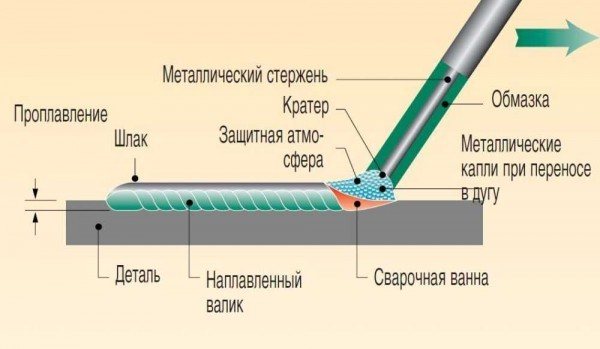
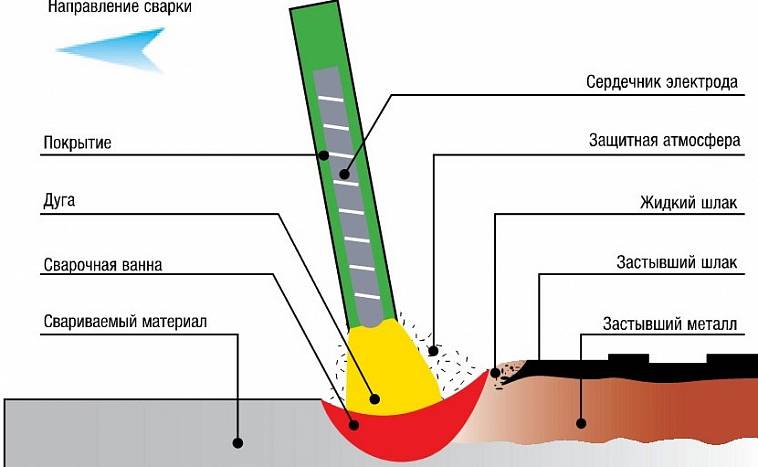
電気溶接は、金属が溶ける以上の高温の影響下で発生するプロセスです。溶接の結果、溶融電極で満たされた金属表面にいわゆる溶接プールが形成され、溶接シームが形成されます。
したがって、電気溶接を実施するための主な条件は、電極アークを点火し、溶接されるワークピース上の金属を溶かし、溶接プールをそれで満たすことです。簡単に言えば、準備の整っていない人がこれを行うのは非常に難しいように思われます。まず、電極がどれだけ速く燃焼するかを理解する必要があります。これは、電極の直径と電流強度に依存し、金属溶接中のスラグを区別することもできます。
さらに、溶接がスムーズで信頼性が高く、破壊荷重に耐えられるように、溶接中(左右)に均一な速度と電極の正しい動きを維持する必要があります。
アークを点灯する方法
電気溶接の開発を開始するには、アークを正しく点火する必要があります。トレーニングは不要な金属片で行うのが最適ですが、錆びてはいけません。これは作業を非常に複雑にし、初心者の溶接工を混乱させる可能性があるためです。
アークを開始する簡単な方法は2つあります。
- ワークピースの表面の電極にすばやく触れてから、2〜3mmの距離まで引き上げます。上の金属から電極を持ち上げると、アークが消えたり不安定になりすぎたりする可能性があります。
- まるでマッチに火をつけているかのように、溶接するワークピースの表面に電極を打ちます。電極の先端で金属に触れ、アークが発火するまで表面に沿って(溶接部位に向かって)2〜3cm引き寄せる必要があります。
アーク点火の2番目の方法は、最も簡単なため、初心者の電気溶接機に最適です。また、金属に関する短期間のガイダンスは電極を温め、それからそれで調理するのがはるかに簡単になります。
アークの点火後は、ワークピースの表面にできるだけ近づけて、0.5 cm以内の距離に保つ必要があります。さらに、この距離は常にほぼ同じに保つ必要があります。そうしないと、溶接が行われます。醜くて不均一であること。
溶接速度
電極の速度は、溶接される金属の厚さに依存します。したがって、それが薄いほど、溶接速度は速くなり、逆もまた同様である。アークに火をつけ、多かれ少なかれ料理を始める方法を学ぶとき、これの経験は時間とともに来るでしょう。下の写真は、溶接がどのくらいの速度で行われたかを理解するための実例を示しています。
ゆっくりとすると、溶接シームが厚くなり、そのエッジが強く溶けます。逆に、電極の駆動速度が速すぎると、継ぎ目が弱くて薄くなり、不均一になります。正しい溶接速度では、金属が溶接プールを完全に満たします。
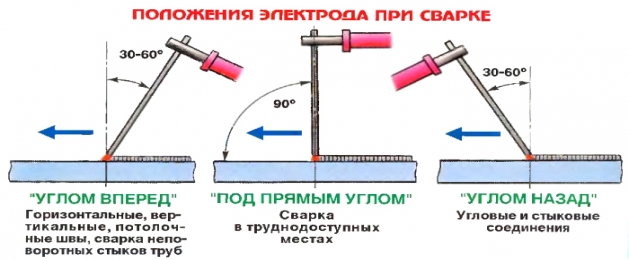
さらに、溶接を行うときは、金属表面に対する電極の正しい角度を監視する必要があります。角度は約70度で、必要に応じて変更できます。溶接の形成中、電極の動きは、縦方向、並進方向、および振動的に、左右に変化する可能性があります。
これらの電極誘導技術のそれぞれにより、目的のシームを実現し、その幅を縮小または拡大し、その他のパラメータを変更することができます。