
パイプ曲げ工具
パイプベンダーなしでパイプを曲げる方法の問題は、この操作を実行するために最も単純なデバイスを使用する場合、問題を引き起こしません。以下の装置を使用して、パイプの冷間曲げを行うことができます。
- プロファイルの高さが10mm以下の軟質(アルミニウム)または鋼管を曲げる必要がある場合は、穴のある水平プレートが使用され、そこにストッパーが挿入されます-金属ピン。これらのピンの助けを借りて、製品は必要なパラメータに従って曲げられます。この方法には2つの重大な欠点があります。曲げの精度が低いことと、使用するときにかなりの物理的労力をかける必要があるという事実です。
- プロファイルの高さが25mmの製品は、ローラー固定具を使用して曲げるのが最適です。パイプは万力でしっかりと固定され、特殊なローラーを使用して曲げる必要のある部分に力が加えられます。このデバイスを使用すると、より良い曲げを得ることができますが、物理的な労力をかける必要もあります。

彼らが言うように、オプションは急いで。この非常にシンプルなデバイスの長いレバーにより、かなり太いパイプに対応できます。
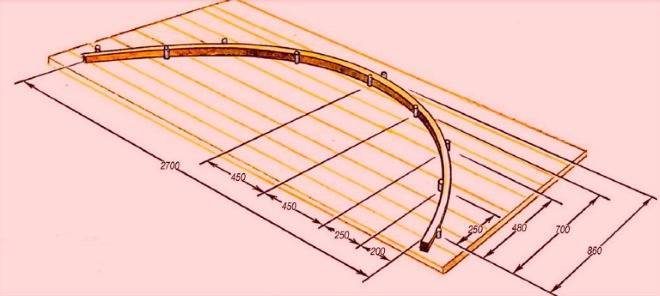
鋼またはアルミニウムのコルゲートパイプに大きな曲率半径の曲がりを形成するために、固定された丸いテンプレートが使用され、その上に特別なクランプが取り付けられて製品を固定します。このような装置では、パイプも手動で曲げられ、テンプレートの溝に力を加えて、必要な曲げ半径に正確に対応する形状になります。

合板と金属のステープルは、曲げテンプレートを作成するために必要なすべてです
ベンディングプレート
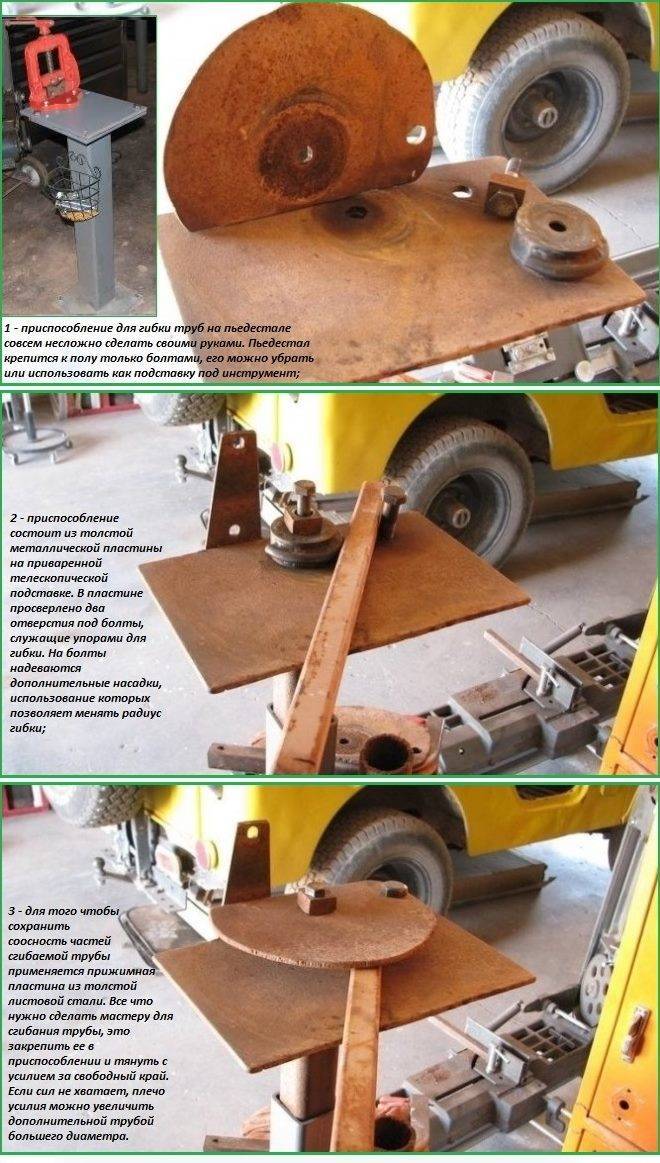
自宅で鋼管やアルミ管を効果的に曲げるために、以下のガイドラインを使用してアップグレードされた曲げプレートを作成できます。
- このようなプレートの役割は、非常に厚い板金から切り出されたパネルによって果たされます。
- このようにして作られたパネルは、特別な台座に取り付けられたラックに溶接されています。
- パネルには、プロファイルパイプの止め役となるボルトを取り付けるために必要な2つの穴が開けられています。
- ストップボルトの1つに専用ノズルを取り付け、曲げ半径を調整します。
- ベンドに隣接するパイプセクションの位置合わせを確実にするために、金属プレートがワークピースの上に配置され、ボルトで固定されます。
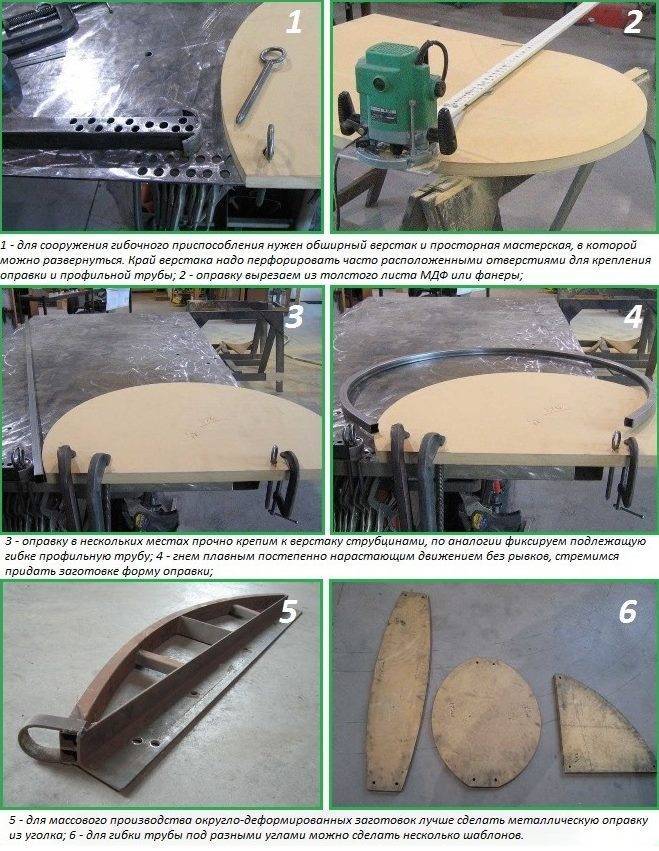
マンドレル曲げ
壁の高さが25mmを超えない家庭用の曲げプロファイルパイプ製品には、特別なマンドレルを作ることができます。これらの目的のために、全体的な作業台を使用することをお勧めします。その表面には、そのようなデバイスのための十分なスペースがあります。曲げ可能なパイプを固定する要素の最適な位置を選択するために、多くの場合、作業台の一方の端に配置された穴が開けられます。特別なテンプレートは、波形パイプの必要な曲げ半径を確保する役割を果たします。これは、頻繁に使用する場合は、厚い合板または金属の角から作成できます。
プロファイル曲げアプリケーション
もちろん、プロファイルパイプの曲げ作業にかなりの労力を費やしている場合は、そのための特別な機械を作成することをお勧めします。その図面はインターネットで簡単に見つけることができます。この問題は、以下のリンクの記事で詳細に検討されているため、ここでは分析しません。

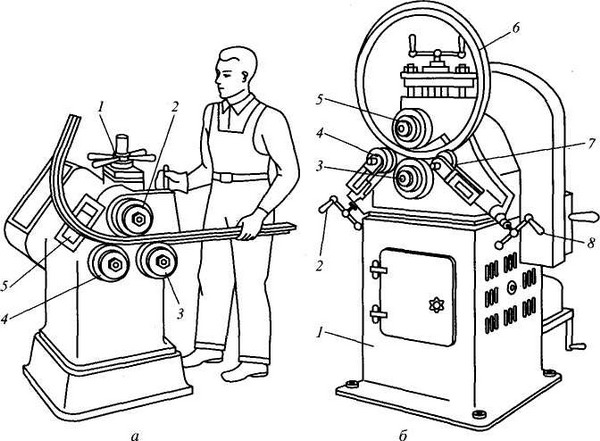
プロファイルセクションが大きいパイプを曲げる必要がある場合でも、このようなマシンなしでは実行できません。汎用性に優れた本機の主な加工体は3本のロールで、そのうち2本は動かずに固定され、3本目の位置を変えることで製品の曲げ半径を調整します。このような装置のドライブとして、チェーンドライブとオペレーターが回転させるハンドルが使用されます。
暖房器具、配管、家にパイプラインを設置する場合などに、湾曲したパイプが必要になる場合があります。必要なパイプをまだ曲げていない場合は、自宅で自分で曲げることができます。製品の金属を曲げると、同時に圧縮と張力の両方が発生するため、問題が発生する可能性があるのは、パイプが内側に曲がって破裂することだけです。そして、これが起こらないようにするには、次のヒントに従う必要があります。
自家製の機器の有無にかかわらず曲げ
ジャックはほとんどのドライバーが持っている非常に人気のあるツールであるため、このオプションは一般的です。家庭で圧延金属を曲げるのに最適です。動作原理によると、この方法はクロスボウパイプベンダーに似ています。パイプは3点で固定されており、そのうち2点はストップで、3点目はジャックロッドです。
成形パイプを曲げるためのアングルグラインダー(グラインダー)の使用
この方法は、長方形の断面プロファイルで機能します。 3つの壁に沿っていくつかのカットが行われ、4つ目は手つかずのままです。カットの外観により、パイプは簡単に曲がり、その後、カットは溶接および研磨されます。







![§29。パイプ曲げ[1980MakienkoN.I. -一般配管コース]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


自家製ローラーパイプベンダー
プロファイルパイプの大径ベンドを得るのに最適です。温室用のパイプなど、曲げると便利です。金属片がローラーに固定され、プレスされ、圧延されます。その後、再び締め、再び転がります。その結果、大きな均一な曲げ半径が得られます。
パイプ曲げの補助方法
充填
内部空間を満たすためにフィラーがパイプに配置されます。この場合、両端はしっかりと密閉されているため、溶接を使用できます。フィラーを使用すると、内部ボリュームを「固定」できます。曲げるときは、角の内側に「波」や「波形」が出ないようにして、曲げをスムーズにします。多くの場合、フィラーとして純粋な石英砂が選択されます。
熱。曲げ中の金属延性の増加
加熱された金属は柔らかくなり、温度が高くなります。パイプ金属は、ガスバーナー、誘導加熱、およびその他の利用可能な方法を使用して加熱されます。加熱温度は金属によって異なります。低合金で通常の標準鋼は、摂氏約500度まで加熱されます。
これらの方法を使用すると、特別な機器を使用せずに自宅で自分の手で金属パイプを曲げることができ、良い結果を得ることができます。
曲げることができるものとできないもの
多くの同胞は、ポリプロピレンパイプを曲げることが可能かどうか、そしてそれを正しく行う方法を疑問に思っています()。
後続の操作を損なうことなく機械的変形を受ける材料とそうでない材料を検討してください。
さまざまな直径のアルミニウム、銅、鋼管など、ほとんどすべての金属製品を曲げることができます。ステンレス鋼および同様の硬質合金の構成を変更することはより困難です。
例外なくすべての金属を正しく変形させるには、特別なパイプ曲げ機が必要です。特殊な機械を使用すると、曲げの最適な品質が保証されるだけでなく、最小限の物理的労力で作業を完了することができます。
一部の配管工は、継手を節約するために、工業用ヘアドライヤーでポリプロピレンを加熱し、必要な形状に曲げます。これを行うのは実用的ではありません。これは、加熱と組み合わせた変形により、湾曲したプラスチックパイプの外径と内径の壁の厚さが不均一になるためです。
その結果、液体媒体の圧力下で、時間の経過とともに薄壁に亀裂が現れるため、建設された水パイプラインの操作は短命になります。
適切なツールの選択
スプリングは、金属プラスチックを扱うための効果的なツールです。市場に出回っているスプリングには、外部と内部の2つのタイプがあります。どちらのタイプのツールも、手頃な価格で区別されます。ツールは、パイプの外径または内径に応じて選択する必要があります。
デバイスは磨かれた鋼でできています。コイルの滑らかな表面により、曲がったパイプからスプリングを取り外すことができます。ばねを使用することで、曲げ全体で同じ断面直径を確保できます。
パイプベンダーは、必要な曲げ角度と半径を考慮して、圧延金属を変形させるように設計されたさまざまな機械または装置です。これらのデバイスは、さまざまな構成とサイズのさまざまな目的でパイプラインの構築に積極的に使用されています。
パイプベンダーの分類
最新のパイプベンダーはすべて、次の要件を満たしています。
- 最大180度の角度で曲がる可能性;
- アルミニウム、銅、鋼、ポリマー組成物など、さまざまな材料で作られたパイプを処理する機能。
このような機器は、使用するドライブの種類に応じて、次のカテゴリに分類されます。
- 手動による変更
、原則として、小径のパイプでの作業に適用されます。デバイスは、かなりの筋肉の努力が適用されるカラーによって駆動されます。 - 油圧の変更
直径が3インチを超えないパイプで作業するための最良の選択です。油圧装置の操作により、過度の物理的労力なしでパイプを操作できます。市場には可動式および固定式の油圧パイプベンダーがあります。 - 電気機械的改造
高精度の曲げを行うように設計されたユニバーサルデバイスを市場に投入しました。このようなパイプベンダーの主な利点は、損傷の脅威なしに薄肉の圧延金属を処理できることです。
曲げ方法と作業部品の構成に応じて、ツールは次のようになります。
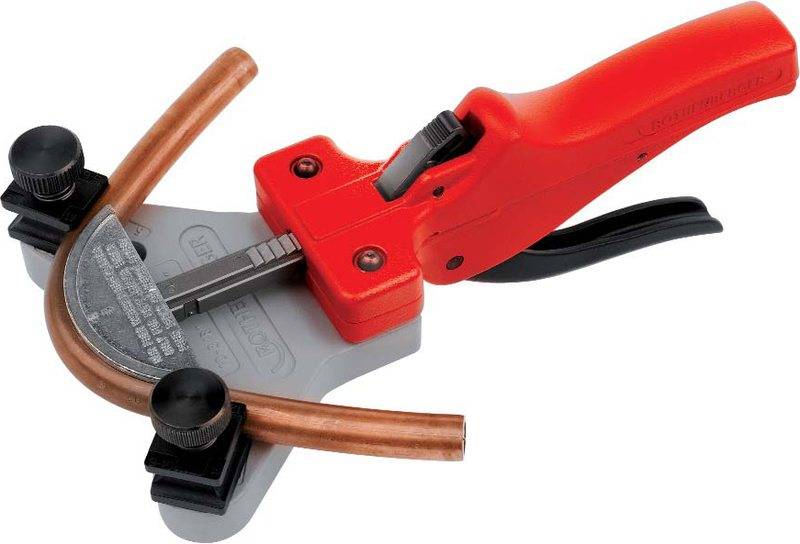
クロスボウ
、交換可能な金属ガイドモールドが変形要素として使用され、特定のパイプ直径に対して選択されます。

セグメント
、圧延された金属は、パイプをそれ自体に巻き付ける特別なセグメントによって引っ張られます。

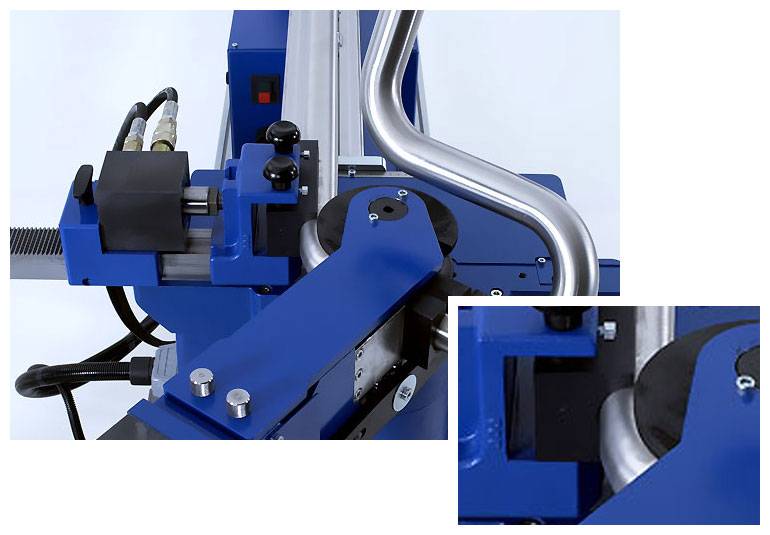
写真では-マンドレルマシン
ドルノフ
、圧延金属の作業は、パイプの外側と内側の両方から実行されます。この機能により、デバイスを使用して、金属の破裂や内径に沿ったしわの脅威なしに、薄肉パイプの構成を変更できます。








パイプ曲げ技術
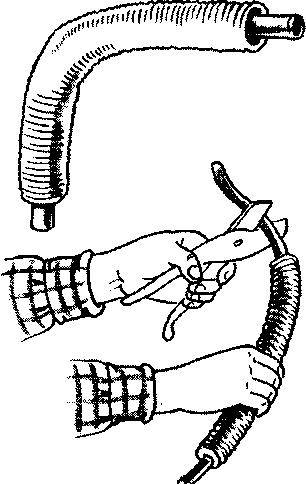
外部スプリングを使用してパイプの構成を変更する手順は次のとおりです。
- スプリングは金属プラスチックに取り付けられています。
- 次に、パイプをバネから20 cmの距離で両手でつかみ、目的の角度が得られるまで曲げます。
- 希望の角度が得られた後、スプリングはその軸を中心に回転し、取り外されます。

内部スプリングの使用法は、デバイスがパイプの端から挿入され、そこで引き出せるという点で異なります。
パイプの曲がった端は、パイプベンダーを使用して取得できます。この場合、デバイスは、その変更に従って、必要なパラメータに合わせて構成されます。次に、パイプが受け入れギャップに挿入され、デバイスは1つまたは別のドライブによって駆動されます。
パイプを曲げる簡単な方法
手で曲げる
湾曲したパイプを使用して複雑な構造を設置する必要がある場合でも、絶望しないでください。ただし、専門的なツールは利用できません。事前に希望の曲げ角度のブランクを購入できなかった場合でも、ご自宅で最小限の工具で作業用部品を作ることができます。
どのように行動しますか?構造物を手でつかみ、しっかりと持ち、徐々に曲げます。部品を傷つけないように注意してください。スムーズに、センチメートルごとに、パイプの長さに沿って移動します。 5〜6のアプローチで操作を繰り返す必要があります。たとえば、アルミニウムパイプを曲げる方が金属製品で同じように曲げるよりもはるかに簡単であるため、手作業はすべての場合に適しているわけではありません。
チューブは曲げることができます パイプベンダーなし-手作業
手動による方法は、直径16〜20mmのパイプで作業する場合に効果的です。カットを大きくすると、プロセスが長くなり、手間がかかりますが、これは現実的です。
ホットメソッドを使用する
アルミを見つけましたが、結果が期待を裏切らないように、自分で金属パイプを曲げるにはどうすればよいでしょうか。ガスバーナーが問題を解決します。
アクションアルゴリズム:
- 金属セグメントをバイスで固定します。
- 将来の曲がり角のセクションをウォームアップします。
- スケールが表示されたら、曲げに進みます。
いつ仕事を始めるかをどうやって知るのですか?材質がアルミの場合は、パイプの表面に紙を近づけてください。信号は、その発火または煙の出現になります。他の金属の場合、加熱された領域は赤に変わります。
注意:加熱方法は亜鉛メッキ部品の作業には適していません-コーティングの損傷が保証されているため、コーティングは使用できなくなります

加熱はパイプを安全に曲げる効果的な方法です
私たちはフィラーを使用します-砂と水
フィラーを使用することで、コルゲートパイプと大径アルミ片の両方を曲げることができます。
砂の扱い方:
- 構造物の内側に砂を入れ、パイプの端にプラグを取り付けます(締まり具合に注意してください)。
- バイスでパーツを修正します。
- はんだごてまたはガスバーナーで曲げ箇所を加熱します。
- 領域が熱くなったら、ゴム槌または木槌で構造を曲げ、加熱された表面を軽くたたきます。
- 操作が完了したら、プラグを取り外し、空洞から砂を取り除きます。すべての準備が整います。
砂はパイプを変形や不均一な曲げから保護します。

砂や水で作業するときは、パイプの閉鎖の気密性に注意してください
水を扱う原理はほとんど同じです。部品に水を注ぎ、プラグを入れます。塩ビ管や他の素材の製品を曲げる前に、水を凍らせてください(霜にさらすか、冷蔵庫に入れてください)。液体が凍結すると、並進運動により、構造に目的の曲げ半径が与えられます。
![§29。パイプ曲げ[1980MakienkoN.I. -一般配管コース]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






この原理によれば、金属のシートをパイプに曲げることができ(水と砂を使用せずにのみ)、パイプ自体に曲げを与えることができます。
熱処理方法

金属パイプに関しては、あなたの助手はガスバーナーでなければなりません。私たちは段階的に行動します。
- バイスの助けを借りて、パイプの金属部分が固定されます。
- ベンドの目的の部分はガスバーナーで加熱されます。
- スケールの出現後、曲げを行います。
曲がり始めの瞬間を捉えることが重要です。パイプがアルミの場合は、一枚の紙を持参する必要があります
点灯または発煙した場合は、開始できます。パイプが別の金属でできている場合、加熱プロセス中に赤くなった領域が信号として機能します。亜鉛メッキ管を曲げる場合、熱処理方法は使用できません。高温はコーティングを損傷し、コーティングを使用できなくします。四角いパイプを曲げることについて話しているなら、強力なトーチランプやバーナーなしではできないことを知っておく必要があります。そして最も重要なことは、作業の最初の段階で、そのような製品はあらゆる側面から加熱されます。
パイプの曲げ半径
パイプの曲げ半径
パイプの曲げは技術的なプロセスであり、その結果、外部荷重の影響下で、パイプの幾何学的軸の勾配が変化します。この場合、パイプ壁の金属に弾性変形と弾塑性変形が発生します。キャンバーの外側部分に引張応力が発生し、内側部分に圧縮応力が発生します。これらの応力の結果として、曲げ軸に対するパイプの外壁が引き伸ばされ、内壁が圧縮されます。パイプを曲げる過程で、断面の形状が変化します。パイプの最初の環状プロファイルが楕円形に変わります。セクションの最大の楕円形はキャンバーの中央部分で観察され、キャンバーの最初と最後に向かって減少します。これは、曲げ中の最大の引張および圧縮応力が曲げの中央部分で発生するという事実によって説明されます。曲がり部分の楕円率は、直径が最大19 mm〜15%のパイプの場合、直径が20 mm以上のパイプの場合〜12.5%を超えてはなりません。パーセントで表したセクションQの楕円率は、次の式で決定されます。
ここで、Dmax、Dmin、Dnomは、ベンドでのパイプの最大、最小、および公称外径です。
特に薄肉パイプの場合、曲げ時の楕円形の形成に加えて、曲げの凹面部分に折り目(波形)が現れることがあります。楕円形としわは、流れ面積を減らし、水力抵抗を増加させ、通常はパイプラインの目詰まりと腐食の増加の場所であるため、パイプラインの動作に悪影響を及ぼします。
Gosgortekhnadzorの要件に従って、鋼管、曲げ、補償器、およびパイプラインの他の曲げ要素の曲げ半径は、少なくとも次の値である必要があります。
砂を事前に詰めて加熱して曲げる場合-少なくとも3.5DH。
研磨せずに低温状態でパイプ曲げ機で曲げる場合-少なくとも4DH、
砂を詰めずに半波形の折り目(片側)で曲げる場合、ガスバーナーまたは特殊な炉で加熱する場合-少なくとも2.5 DH、
ホットドローイングまたはスタンピングによって作成された湾曲した曲げの場合、少なくとも1つのDH。
曲げ方法により、計算に必要な厚さの15%以下の壁の薄化が保証される場合は、最初の3つの段落に示されている曲げ半径よりも小さい曲げ半径でパイプを曲げることができます。
パイプ調達デポやプラント、および設置場所では、次の主なパイプ曲げ方法が使用されます。パイプ曲げ機および固定具の冷間曲げ、炉または高周波電流での加熱を伴うパイプ曲げ機の熱間曲げ、折り目による曲げ、高温の砂で満たされた状態で曲げます。
曲がった要素を取得するために必要なパイプLの長さは、次の式で決定されます。
L=0.0175Rα+l、
ここで、Rはパイプの曲げ半径mmです。
α-パイプ曲げ角度、度;
l-曲がるときにパイプをつかむために必要な長さ100〜300 mmの直線部分(機器の設計によって異なります)。
1.パイプセクションの楕円の公差に名前を付けます。








2.楕円率はパーセンテージとしてどのように計算されますか?
3.パイプをさまざまな方法で曲げる場合、Gosgortekhnadzorの要件によってどのような曲げ半径が許可されますか?
4.曲がった要素を得るためにパイプの長さを決定する方法は?
セクション「パイプ処理」のすべての資料:
●パイプの清掃と矯正
●パイプの端、継手、穴のフランジング
●パイプの糸脱毛と糸脱毛
●パイプの曲げ半径
●コールドパイプ曲げ
●ホットパイプ曲げ
●パイプ端の切断と加工
●非鉄パイプの処理
●プラスチックおよびガラスパイプの処理
●フィッティングの準備と改訂
●パイプショップやワークショップでのガスケットの製造
●パイプ加工の安全規制
自宅でパイプベンダーを操作する方法
パイプベンダーは特殊機構と呼ばれ、動作原理が異なります。彼らの助けを借りて、プロファイルと丸パイプの手動および機械的曲げは、生産または家庭で実現されます。
小径のプラスチック薄肉アルミニウム製品の曲げに適した手動パイプベンダーには、次の種類があります。
- レバー。このメカニズムは、Volnovマシンとも呼ばれます。ワークを置くために、それは特別な形を提供します。曲げ加工自体はパイプを加熱する必要がなく、てこの力で行われます。形状は特定の直径に対応しています。
- クロスボウ。ワークを固定する構造には、パイプの端と反対側からパイプの中央を押す曲げセグメントが装備されています。
- 春。パイプは曲げる前に、製品の内部に配置されたスプリングが装備されています。さらに、ワークピースを加熱したり、冷間曲げ法を使用したりすることができます。手順の最後に、スプリングを取り外す必要があります。

機械の曲げの助けを借りて、どのように曲げるか、そしてどのように様々な直径と形のアルミニウム管をまっすぐにするかという問題を解決することが可能です。損傷のリスクはほぼゼロに減少します。








これらのメカニズムは、電気機械式または油圧式の動作原理を持つことができ、提示された要件に従って、正確な作業結果を保証します。



