鍛冶屋はバケツから鍛造します
通常のバケツなど、即興の材料から自宅で鍛造を作成できます。

このような炉は非常に簡単に作成されます。壁に穴が開けられ、金属の内面がセラミックウールで覆われ、1200度を超える温度に耐えることができます。バケットは円錐形であるため、脚を取り付けるために正しく配置する必要があります。
炉床中央部にバーナー用の穴をあけ、底部に通気孔を設けています。底には耐火性を高めたシャモットレンガを配置。完成した機器は、多くの場合、耐熱塗料の層で覆われています。
変換後の適用範囲
ガスバーナーは、家庭や農業、建設や修理作業、車両や機器の修理に使用されます。
記載されているエリアに加えて、ガス器具は次の目的で使用されます。
- 熱収縮チューブの取り付け;
- はんだ付け前のはんだ溶融;
- 金属水道管の加熱;
- 屋根修理のためのビチューメン加熱。
上記に加えて、この装置は、表面を焼成して塗装を除去し、融点が約1000℃の材料を溶接するために使用されます。これを使用すると、建設現場で、食品を調理または加熱したり、お茶のために水を沸騰させたりできます。 。
ガスバーナーの製造
自主的にデバイスの製造を開始し、作業用の工具を準備し、必要な材料を選択する必要があります。まず、ハンドルの素材を選びます。厳密な要件はないので、誰もが自分の想像力と可能性を利用できます。ハンドルの主な要件は次のとおりです。操作中に過熱しないように、使いやすさ。経験上、既製のハンドルを使用することをお勧めします。たとえば、一部の故障したはんだごて、ボイラー、またはその他の家電製品のハンドル。
供給管の製造には鋼が使用されています。直径1cm以下、肉厚2.5mmの鋼管を選択してください。作られた伐採は、準備されたハンドルに挿入されます。そこでしっかりと固定する必要があります。取り付け方法は、その性能に応じて選択します。
その後、仕切りは本体にしっかりと固定されます。内側フランジには小さな隙間を設ける必要があります。推奨されるクリアランスは約5mmです。そのようなギャップは、点火装置に入るガス流量の必要な減速を提供します。速度を落とすと、バーナーの点火の信頼性が高まります。
おすすめ:循環ポンプの日曜大工の設置:手順、接続、写真撮影
ノズルは金属棒でできています。燃焼エリアにガスを供給します。以下のように作られています。直径2mmのドリルで、ノズル本体に丁寧に止まり穴をあけます。次に、4mmのドリルビットで穴を開けます。ジャンパーを作成する必要があります。それらは注意深くリベットで留められ、磨かれています。

ガスバーナー図面
製造されたチューブの端は、減速機の出口に接続されています。接続にはフレキシブルホースを使用しています。材料は、家庭用ガスシステムに許可されている材料のリストから選択されます。特殊なゴムまたは特殊な布地の素材にすることができます。信頼性と防火性を確保するために、認定された材料を使用する方が便利です。ホースはチューブに取り付けられ、標準のクランプで固定されます。
装置全体の組み立てが完了したら、シリンダー内に最適な圧力を設定する必要があります。バーナーに点火する前に、空気と混合しているガス供給システム全体を注意深くチェックして、漏れの可能性がないか確認する必要があります。それらが表示された場合は、削除する必要があります。すべてのチェックの後でのみ、バーナーに点火できます。バーナーは、最大50mmの燃焼ジェット長を提供する必要があります。
有能に 自己組織化バーナー 長い間、ビジネスで信頼できるアシスタントとして機能します。それは、高価なツールを使用することなく、多くの日常的な問題を解決するのに役立つツールになります。
機器の安全な操作に関する規則
ガスボンベ装置を不適切に使用すると、激しい爆発や火災の原因となる可能性があります。
溶接作業を行うときは、必ず個人用保護具(ゴーグル、手袋、特殊靴)を使用してください。

作業を開始する前に、機器に損傷がないか注意深く検査する必要があります。機器が汚れている場合は、必ず汚れを取り除いてください
プロパンボンベは換気の良い場所でのみ使用できますが、気温は0°Cを下回ってはなりません。
絶対に禁止されています:
- 直火の近くで作業します。
- 作業中はシリンダーを傾けたままにしてください。
- 船を太陽の下に置きます。
- ギアボックスなしで作業を実行します。
- 直火でギアボックスを暖めます。
また、ガスの臭いがする場合は、すぐに作業を停止し、シリンダーのバルブを閉じる必要があります。また、ガスボンベの爆発の主な原因をよく理解しておくことをお勧めします。





個人用保護具なしで作業すると、直火だけでなく、誤って高温の部品に触れた場合にも火傷を負う可能性があります。
考えられる自家製バーナーがあなたに適していない場合は、私たちの記事で説明されている便利な自家製製品を作るための他のオプション、つまりトーチランプバーナーとサウナストーブバーナーに精通することをお勧めします。
ハンドルとノズルの製造
 バーナーハンドル
バーナーハンドル
真ちゅう製のチューブを取り、それにハンドルを取り付けます。古いバーナーのハンドルをお持ちの場合は、それを使用できます。はるかに便利です。そうでない場合は、木製のブロックを取ることができます。ハンドルを手に快適にフィットさせるために、加工することができます。真ちゅう製のチューブ用の穴を開ける必要があります。それらの直径は一致する必要があります。その後、チューブをビームに押し込み、シリコンまたはエポキシで固定します。
 ノズルが正しく作られていれば、炎は均一です。
ノズルが正しく作られていれば、炎は均一です。
次のステップは、ノズルの製造です。これは面倒で長いプロセスです。より多くの責任を持って取り組む必要があります。望ましいノズル穴のサイズは0.1mmです。特別な装置なしでこのサイズを自分で達成することは非常に難しいことは明らかです。そのため、少し広い穴を開けて、エッジを目的のサイズに合わせる必要があります。穴が均一になり、炎が異なる方向に向かないように、すべてを慎重に行う必要があります。穴をあけたら、万力でワークを固定します。次に、ハンマーで将来のノズルをそっと叩きます。これは、ワークピースの中心に「分岐」を付けて、垂直に行う必要があります。徐々に、パーツをスクロールして、傾斜のない完璧な穴を提供する必要があります。
部品を追跡した後、ノズルヘッドをきめの細かいサンドペーパーで研磨する必要があります。パーツの背面は、チューブに接続するためにネジ山で留める必要があります。より簡単な接続方法は、ノズルをパイプにはんだ付けすることです。ただし、この場合、部品の修理は非常に困難になることに注意してください。
原則として、これですべてです。これで、ガスボンベをチューブに接続し、火をつけて、ユニットを動作させることができます。しかし、今では通常の仕事に支障をきたし、不便をもたらすいくつかの困難があります。ガスボンベのバルブを開閉するだけでガス流量を調整できることがわかりました。この場合、必要な火炎強度を達成することは非常に困難になります。何をすべきか?
彼らはどのようにホーンを加熱しますか?
最終的にあなた自身の偽造を引き受けるために、それは見つけるために残っています、しかしそれをどのように溺れさせるのですか?そうすれば、デザインを理解しやすくなります。
鍛造に最適な燃料はファインコークスです。鍛冶屋はそれをkoksikと呼び、その名前は商人にも採用されました。コークスが販売されているが、小さなパッケージのコークスがある場合。 Koksikは、この地域に目を向けると、石炭の3倍の費用がかかりますが、1回の鍛造で、巧みな取り扱いが4〜5倍少なくなります。
コークスは実質的に純粋なアモルファスカーボン、カーボンです。本当にきれい:コークス炉ガスは貴重な化学原料であるため、冶金学者はごまかしません。 450〜600度で発火するため、2回のキンドリングが必要です。石炭を薪でキンドリングし、150〜170 mのコークスを層状に塗布して、最大の爆風を発生させます。石炭が燃え尽きると(これは炎から見ることができます)、コークスの塊が掻き集められ、ヒープ全体の高さの1 / 3-1 / 4の火格子に層が残り、ビレットが炉床に導入されます燃えている燃料でかき集めました。爆風はこの操作の標準に減少し、パーツが成熟するまで待機します。
ダマスカスを使用するには、木炭が必要です。木炭は低温で点灯し、燃え尽きるのが早いためです。木のミクロポーラス構造を維持します。また、ガスマスクの活性炭のように、ドーピング毒をさらに吸収します。事実、ダマスカス鋼は、硬度の異なるワイヤーまたはバーの束から鍛造されています。製品自体は、鍛造中の相互拡散によって得られます。プロセスは非常に繊細で、爆風の調整には宝石が必要であり、軽い多孔質の木炭は空気の排水の操作に即座に反応します。
薪で炉床を発射するためのシェル
石炭で加熱する場合は、石炭を燃え尽きて炭素にする必要があります。同じコークス炉ガスである揮発性成分は燃え尽きる必要があります。これも炎の色から見ることができます。しかし、コークス炉のバッテリーのように揮発性物質を完全に抽出することは、炉内で直接行うことはできないため、装飾用または中品質の家庭用品を石炭で鍛造することができます。原則として、1回分の石炭では不十分であり、燃焼する必要があります。アフターバーニングのための追加の負荷が炉床の側面のテーブルの側面に置かれ、それが燃え尽きると、結果として生じる炭素がワークピースにかき集められます。
一般的に、薪は石炭と同じ方法で加熱されますが、広葉樹のみです。薪の束だけが、揮発性物質を完全に放出して石炭を形成するよりも、燃えて灰になる可能性が高くなります。また、未燃の切りくずを部品に付着させることは不可能であり、木材には鋼に有害な不純物が多すぎます。したがって、炉床の炭素用薪はシェルで燃やされます。図を参照してください。追加の積荷は、近くに置くことで燃え尽き、燃え尽きると、石炭はトングでシェルに移されます。
給気自体について一言
もちろん、何かがこのパイプにおいしい酸素を送り込む必要があります。これにより、チャンバー内の石炭が地獄のような温度に加熱されます。ベローズが使用できます。私たちの祖先が鍛造で使用したように。しかし、これは最善の選択肢ではありません。必要な温度を得るには、少なくとも2つのベローズが必要です。また、ベローズをたゆまず押すアシスタントがいると便利です。電動送風機を使用する方がはるかに生産的です。たとえば、マットレスを膨らませるタービン。私は古いソビエト掃除機を使用しました。彼はホースを吹くから吹くまでねじることさえできます、しかしそれは壊れました。空気が吹き出される側にバッグをテープで留めなければなりませんでした。
開いた角
オープン鍛造ガス鍛造は、耐火ベースに設置された金属容器の両側にある垂直ラックで構成されています。財団の役割は、次の方法で実行できます。
- コンクリート床(プラットフォーム);
- いくつかの耐火レンガが一列に並んでいるなど。
ガスバーナーは、ノズルを下に向けてラックに取り付けられています。ほとんどの場合、鍛造品は金属製のスタンドに取り付けられています。このスタンドの下部には、処理するワークピースを収容するためのトレイがあります。







密閉ガス炉でのバーナーの製造と設置
2つのオプションを考えてみましょう。バーナーを「ゼロから」作成し、経験豊富な家庭の職人の推奨事項を使用するか、完成したデザインを適用して、その特性の一部を適応/変更します。最初のケースでは、非常に高い資格を持ち、そのようなデバイスのセットアップと少なくとも修理の経験が必要であることに注意してください。爆発、やけどなどのトラブルが発生する場合があります。
- X18N9Tタイプの耐熱鋼製のコンフュージョンソケット。
- 二重円錐台の形をした鋼製の管状体。
- ガス供給ヘッド。
- エアヘッド。
- 口。
- ガスと空気の混合物の量の調整器。
このようなバーナーの製造には、1.5インチのパイプ、コンフューザー用に少なくとも1.2 mmの厚さのシートブランク、接続要素用の2つのフィッティングと3つのフランジが必要です。溶接構造は耐熱鋼で作るのが最適ですが、溶接はフラックス下または不活性ガスを使用して行う必要があります。高圧ホースは、空気とガスの供給パイプとして使用できます。その直径は、ハウジングの接続寸法に対応します。また、耐ガソリン性の高温ゴム製の固定クランプと高品質のシールが必要です。他のすべての要素はスレッドで接続されています。

自家製ガスバーナー付きホーン
一部のサイトでは、管状ビレットを転がしてバーナー本体を製造するための推奨事項があります。しかし、高いジェット圧力では、材料の塑性硬化が内部応力ゾーンの発生につながる可能性があり、バーナーが始動すると、ボディメタルに亀裂が生じることがよくあります。
使用済みガスストーブからバーナーを設置するオプションははるかに簡単です。まず、鍛造用の金属をすばやく加熱するために必要な燃料費を決定する必要があります。完成したデザインを選択するときは、デバイスが使用された本体(ボイラー、ストーブなど)の電力が設定されます。この値と効率(ガスの場合は0.89 ... 0.93)の積により、目的の電力値Wが得られます。ガス流量Tを設定するのは少し難しくなります。計算アルゴリズムは次のとおりです。
- 燃料Qの発熱量がわかります(プロパンの場合、3600 kJ / m3を取ることができます)。
- 式T\u003d 3.6W / Qを使用して、流量が決定されます。
- 計算結果に基づいて、必要なすべてのシャットオフバルブとコントロールバルブが選択されます:バルブ、ティー、シールリングなど。
鍛造炉へのバーナーの自作設置は以下のように行います。まず、用意したライニング穴にコンフューザーを挿入し、耐熱鋼製のシートガスケットを介してバーナーの口を取り付けます。製品自体が取り付けられており、空気やガスを供給するためのパイプがねじ込まれています。レギュレーターの有効性がチェックされた後、シリンダーまたは固定ネットワークからのガスの試運転が実行されます。すべての作業は、換気の良い場所で行う必要があります。わずかなガス臭で設置作業を中止し、漏れの原因を究明します。
エラーを見つけた場合は、テキストを選択してCtrl+Enterを押してください。
バーナーの設計
標準的な自家製バーナーはこのように機能します。圧力がかかると、ガスはシリンダーから特殊なホースを介して供給されます。最も一般的に使用されるガスはプロパンです。供給されるガスの量は、シリンダーにある調整作業バルブによって変更されます。したがって、追加の減速機を取り付ける必要はありません。
遮断弁は主弁の後ろにあり、ガスボンベに取り付けられています。ガス供給を開閉するために使用されます。バーナー自体の他のすべての調整(炎の長さと強さ)は、いわゆる作業タップを使用して実行されます。ガスを供給する供給ガスホースは、専用のノズルに接続されています。乳首で終わります。炎の大きさ(長さ)と強さ(速さ)を設定できます。ニップルはチューブと一緒に特別なインサート(金属カップ)に入れられます。その中で、可燃性混合物の生成、つまり、大気中の酸素によるプロパンの濃縮が発生します。圧力下で生成された可燃性混合物は、ノズルを通って燃焼領域に入ります。連続燃焼プロセスを確実にするために、ノズルには構造的に特別な穴が設けられています。それらは追加の換気の機能を実行します。
このような標準的なスキームに基づいて、独自のデザインを開発できます。次の要素で構成されます。
- 本体(通常は金属製)。
- シリンダーに取り付けられたギアボックス(既製のデバイスが使用されます);
- ノズル(独立して作られています);
- 燃料供給レギュレーター(オプション);
- 頭(形状は解決するタスクに基づいて選択されます)。
バーナーの本体はガラスの形で作られています。使用する材質は普通鋼です。このフォームを使用すると、作業炎が吹き飛ばされる可能性に対して信頼性の高い保護を提供できます。ハンドルは本体に取り付けられています。さまざまな素材で作ることができます。最も重要なことは、それが仕事の間に便利さを提供するということです。以前の経験では、このようなハンドルの最適な長さは70〜80センチメートルの範囲であることが示されています。

ガスバーナー装置
上部には木製のホルダーが付いています。本体にはガス供給ホースが設置されています。これにより、構造に特定の強度を与えることができます。炎の長さは2つの方法で調整できます。ガスボンベに配置された減速機とチューブに取り付けられたバルブの助けを借りて。ガス混合物の点火は、特別なノズルのおかげで実行されます。
ガスバーナー
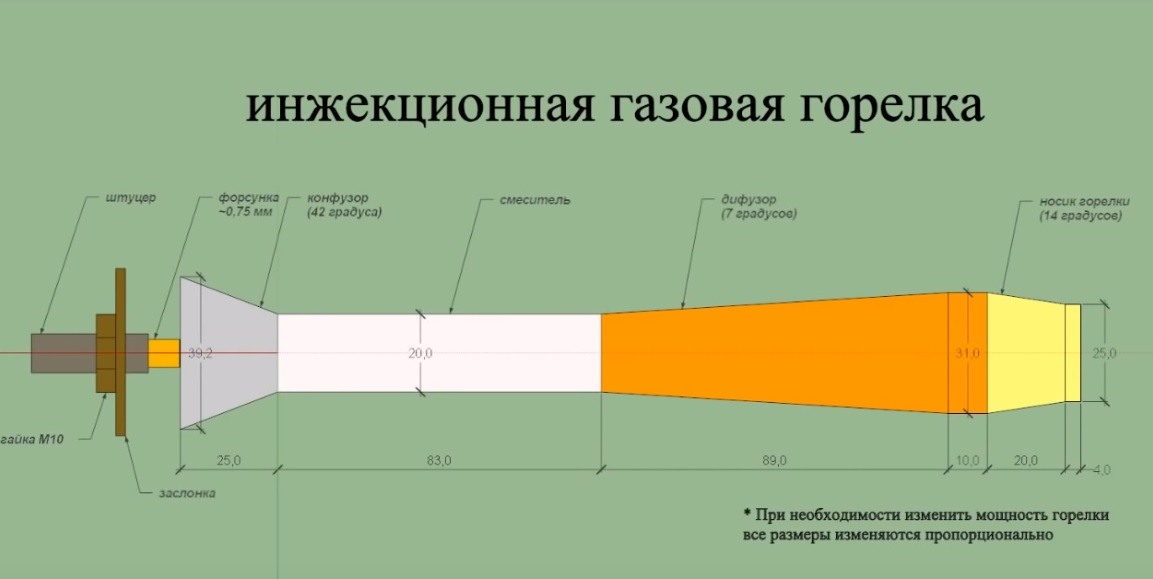
そして最後に、ガス炉用のいくつかのバーナーの図面を示します。芸術的な鍛造には非常に適しており、あなたが何を言おうと、それは鍛冶に最も要求されます。これらのバーナーはすべてダイレクトフローインジェクションバーナーです。はるかに効率的で用途の広い渦は、自己生成するには複雑すぎます。









図の最初のものは最も難しいものです。それを行うには、少なくとも5つの実際のランクのターナーミラーである必要があります。しかし、それはあらゆるガス(アセチレンを除く、以下を参照!)、ガソリンと空気の混合物で機能し、非常に強力なブーストを提供します。上記のように、大きな固定炉床を吹き飛ばすこともできます。

鍛造用ガスバーナーの図面
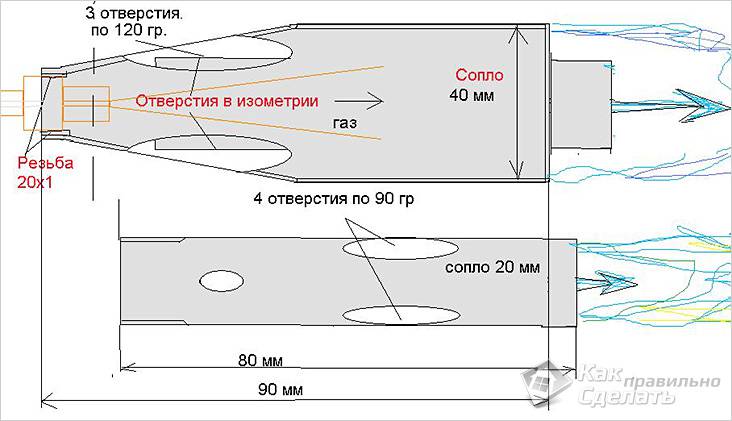
次のもの(図を参照)はより単純で詳細が少なくなっていますが、ここでも浅い円錐を正確に研ぐ必要があります。ブロワーも素晴らしいですが、それはプロパンでのみ機能します。ブタンの場合、非常に細いノズルが必要であり、ブタンはほとんど使用されません。

D1インジェクターの外面を研削洗浄し、1つの設定でノズルをドリルする必要があります。ノズルは超硬ドリルで穴あけされ、リーマーできれいに作動します。これが設計の主な欠点です。小さくて正確なツールが必要ですが、どこでも利用できるわけではなく、常に利用できるとは限りません。
下の図。 2つのバーナーはより簡単です。左側-家庭用ガスまたはプロパン用に普遍的に彫られています。小さな可動鍛造はせいぜい吹き飛ばすことができますが、部品の旋削は平均的なターナーで行うことができます。ホットフィットでパーツを着陸させる技術を習得する必要があります。しかし、これは難しいことではありません。

右側は自家製バーナーです。ニップルを含むほとんどの部品は自転車からのものです。旋盤から、自転車のギアボックスから最小のスプロケットを粉砕するだけでサイズが決まります。このバーナーは雑食性です:プロパン、ブタン、家庭用ガスカクテル、ガソリン空気。しかし、それは最初に示された小さな閉じたレンガの炉しか加熱することができません。
SAMODELKIN FRIEND
Samodelkin Friend Webサイトの訪問者の皆様、本日は、作業中のポータブルフォージを作成するための詳細な手順を検討します。 日曜大工のプロパン。プロパン燃料の鍛造は、石炭の鍛造よりもはるかに効率的であり、ガレージやワークショップのどこにでも移動できるという利点があり、追加の空気供給を必要としません。
この場合、GAS HORNは、アングル、プロ仕様のパイプ、および2mmのシートメタルで構成された金属構造です。炉床室は耐火れんがで裏打ちされており、最高温度の負荷に耐えることができます。同時に、耐火れんがは熱伝導率が低いため、炉床の効率がさらに向上します。
あなたのワークショップに小さな鍛造品があると、ナイフ、斧、ノミ、コアなど、あらゆる種類の製品を鍛造することができます。創造的な人であれば、芸術的な鍛造を行うことはかなり可能です。
それでは、鍛造品を組み立てる段階的なプロセスを見てみましょう。
材料
- コーナー
- プロのパイプ
- 板金2mm
- 耐火れんが
- ガスバーナー
- ガスボンベ(プロパン)
ツール
- 溶接インバーター
- ドリル
- アングルグラインダー(ブルガリア)
- 定規とマーカー
- ハンマー
- クランプまたはペンチ
自分の手で鍛造ガス鍛造を組み立てるためのステップバイステップの説明。

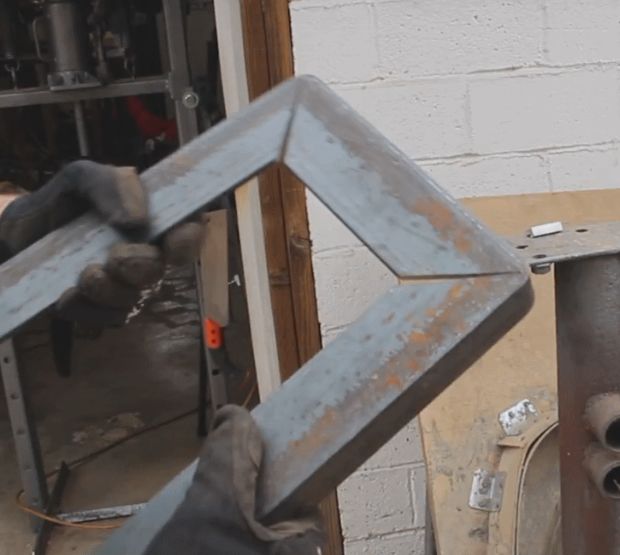
まず、カメラのベースを50x50のコーナーから作成します。ベンドの場所では、コーナーを切り取る必要があります。

曲がります。
それは耐火レンガを敷設するための基礎となった。

下部を2mmの板金で溶接します。

耐火レンガを配置します。

プロパイプから脚を溶接します。

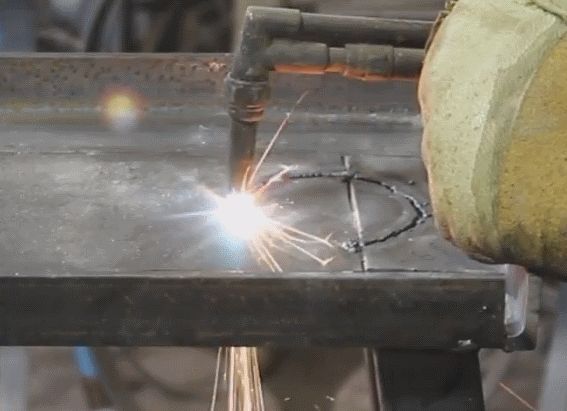
次に、ガスバーナーノズルを取り付けるためにベースに穴を開ける必要があります。

レンガに穴を開けます。

また、金属に穴を開ける必要があります。
バーナーの取り付け。

次に、角の角を溶接し、屋根で壁を作ります。

わだち掘れの上部は2mmの金属で覆われている必要があります。

ガスバーナーのハンドルを固定し、鍛造脚の付け根に固定します。

その後、ガスボンベを柔軟なゴムホースで接続するだけで済み、たとえば鉄片からナイフを鍛造するなど、金属での作業を開始するのがファッショナブルです。
ご清聴ありがとうございました。つぶやき
つぶやき
18共有







火炎調節の改善に取り組む
 火炎強度を調整可能なバーナー
火炎強度を調整可能なバーナー
バーナーの正常な動作を確保するには、仕切りとタップを装備する必要があります。タップを取り付けるのに適した場所は、ハンドルの近くで、2〜4 cm高くなりますが、インレットパイプに取り付けることもできます。期限切れの自生バーナーまたは他の類似物のバーナーからのタップで十分です。ネジ接続でチューブに恒久的に固定されています。 FUMテープを使用して接続をシールします。
仕切りはノズル付きのパイプに取り付けられます。また、真ちゅうØ15mmで作成する必要があります。最良のオプションは、ノズル付きのチューブ用の穴のある円筒形の部品です。ない場合は、次のようにします。
- 真ちゅう製のパイプØ35mmを取り、100〜150mmの部分を切り取ります。
- 端から一歩下がって、3〜5ポイント離れたマーカーでマークを付けます。
- ドリルで8〜10 mmの穴を開け、グラインダーを使用してそれらに均等に切り込みを入れます。
- これで、すべてを中央に曲げて、バーナーチューブに溶接できます。
 バーナーノズル装置
バーナーノズル装置
仕切りを適切に固定するには、ノズルが接合部から2〜3mm突き出るように配置する必要があります。このような装置は、炎を強風から保護することと、より安定したより強い炎に必要な酸素の流れを提供することの2つの目的を果たします。
すべての溶接スポットは、グラインダーで滑らかにすることができます。そうすれば、自家製のバーナーはよりしっかりと見えます。それで全部です。今では、ガスを供給し、その意図された目的のためにバーナーを使用することだけが残っています。




