
- おねじの切り方。パイプおよび継手のねじ山を切断します。死ぬ。クルップ
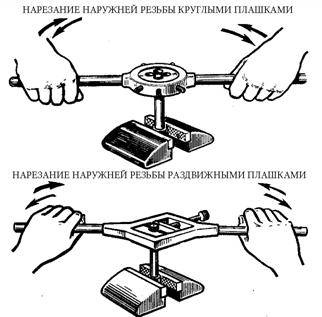
- 丸型(ラーク)によるスレッディング。
- 糸脱毛用のKlupp。
- ねじ切り技術。
- 糸脱毛のための冷却と潤滑。
- スクリューボード。
- パイプおよび継手のねじ山を切断します。
- パイプのねじ山を切断するためのKlupp。
- 自分の手で彫ります
- トレーニング
- ねじ山でおねじを切る
- ねじ切り金型
- めねじを切る
- 方法2.手動スレッド
- 使用するスレッドの割り当てとツール
- 準備段階
- 金型によるねじ切り
- kluppでの作業
- 欠陥のあるスレッドが出現する状況
- パイプのネジ山をレルカまたはネジクランプで切りました。
- kluppとは何ですか?
- 自分の手で彫ります
- トレーニング
- ねじ山でおねじを切る
- ねじ切り金型
- めねじを切る
- スレッドツールの概要
- 産業機器および糸通し機
- 手動による方法
- スレッド化に使用されるツール
- 手で糸を切る
おねじの切り方。パイプおよび継手のねじ山を切断します。死ぬ。クルップ
おねじの切り方。パイプおよび継手のねじ山を切断します。死ぬ。クルップ。 4.46 / 5(89.23%)が13を失った
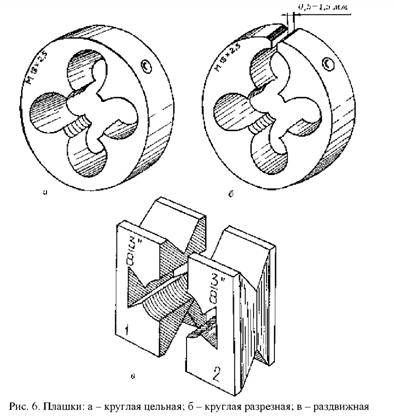
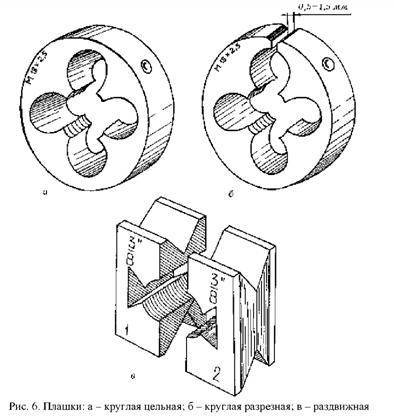
おねじは、丸型またはすべり型、ねじ板を使用して切断されます。ねじ切りは、機械と手動の両方で行うことができます。
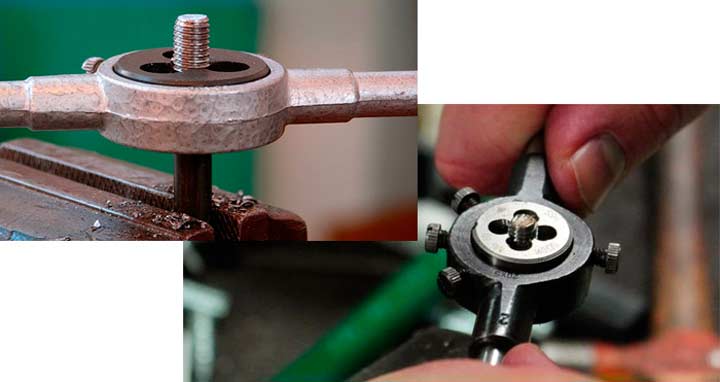
丸型(ラーク)によるスレッディング。
丸型(lehrs)は、カットホールのあるディスクです。切りくずを取り除き、刃先のあるフェザーを形成するために(図1)、ダイにいくつかの切りくず穴を開けます。ダイ(lehrs)をlerkoホルダーに挿入し、ネジで固定します(図2)。
米。 1.ラウンドカット(lerka)をダイします。
米。 2. Lerkoホルダー:
1-フレーム; 2-ハンドル; 3-クランプネジ。
カットロッドの直径は、スレッドの外径よりもわずかに小さくなり、円錐形に切り落とされて、レールが入ります。メートルねじまたはインチねじを切断するためのロッドの選択を表に示します。 1:
表1.ねじ山付きボルトのシャフト直径。
| メートルねじ | インチスレッド | ||
| 外径(mm) | 茎の直径(mm) | インチ単位の外径 | 茎の直径(mm) |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
スライディングダイ(図3、a)は、カットホールのある2つの角柱状の半分で構成されています。金型穴の中央部に溝を作り、刃先を形成します。
米。 3.スライディングダイとクラッカー:
プレート; b-クラッカー。
糸脱毛用のKlupp。
金型の固定には、長方形または斜めのフレームを備えたねじクランプが使用されます(図4)。 kluppの角柱状の突起がダイの溝に入り、側面からダイがボルトで押されます。
米。 4.クルップ(斜め)
1-フレーム; 2-ハンドル; 3-クランプネジ。
ボルトが金型に直接圧力をかけないようにするために、金型と金型の形をしたボルトの間にいわゆるクラッカーが取り付けられています(図3、bを参照)。
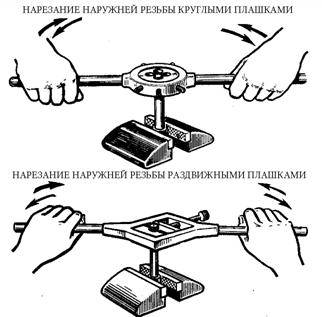
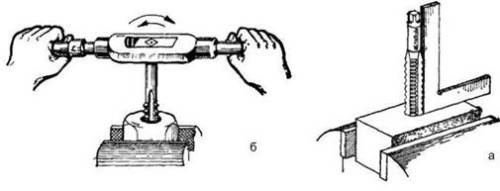
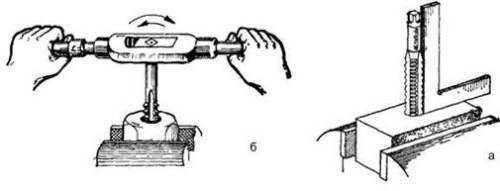
ねじ切り技術。
プリズムダイでの切断は、ラークでの切断とは多少異なります。ダイで切断する場合、ロッドは円錐に切断されませんが、ダイは離れて移動します。
次に、それらはロッドに固定され、その端はダイの上面と一致する必要があります。ダイを右に、少し左に回すことにより、ねじ切りが行われます。
lerkoderzhatelとkluppの位置は、カットロッドに対して厳密に垂直に設定されます。そうしないと、スレッドが斜めになり、片側になります。
糸脱毛のための冷却と潤滑。
で タッピング ダイは潤滑する必要があります。潤滑剤として、通常のエマルジョンを使用して、エマルジョンの1部を160部の水に溶解することができます。さらに、次のものを適用できます。鋳鉄の場合-ラードと灯油。鋼および真ちゅう、煮沸および菜種油およびラード用。赤銅用-ラードとテレビン油;アルミニウム用-灯油。
ねじ山を切断する際に機械油や鉱油を使用することはお勧めしません。これらは、切断抵抗を増加させるため、きれいな穴を与えず、タップやダイの急速な摩耗につながるためです。
スクリューボード。
直径6mmまでのネジのネジ山を切るために、ネジ板が使用されます。ねじ板には、直径の異なるいくつかの切り込み穴があり、各穴に2つずつチップ溝があります。
ダイによるねじ切りは、タッピングと同じ方法で実行されます。ロッドを万力でしっかりと固定し、オイルで潤滑した後、ダイ付きのダイをロッドに取り付け、ネジでクランプし、一方向に1回転、他の方向に半回転させます。ロッドが必要以上に太い場合は、ファイリングする必要があります。
ボルトのねじ山は、環状ねじ山ゲージまたはねじ山ゲージで測定されます。
パイプおよび継手のねじ山を切断します。
パイプとフィッティング(パイプの接続部品)は、固定具を使用して特別なツールで切断されます。
パイプのねじ山を切断するためのKlupp。
パイプの場合、ねじ山は特殊なねじ山で切断されます(図5)。装置に応じてパイプを切断するダイカッターは、通常のダイカッターとは異なります。 4つのスチールコームがホルダーのスロットに入ります。










上部のハンドルを回すことで、それらをまとめたり、離したりすることができます。したがって、さまざまな直径のパイプを1つのダイで切断できます。さらに、kluppには、下部ハンドルによって調整されるガイドがあります。
ガイドは、切断時にパイプ上のダイの正しい位置を確認します。
米。 5.パイプを切断するためのKlupp。
切断中のパイプは、特殊なパイプクランプで固定されます。クランプは、さまざまな直径のパイプ用の切り欠きを備えたクラッカーが配置されたフレームで構成されています。
自分の手で彫ります
トレーニング
自分の手でパイプの糸を切る前に、いくつかの準備作業を行う必要があります。
- パイプを希望のサイズにカットします。パイプラインのいずれかのセクションを交換する場合は、使用できなくなったパイプを慎重に切り取る必要があります。
パイプのカットは、その壁に対して垂直でなければなりません。そうしないと、ねじ山接続は信頼できなくなります。
- 糸を切るパイプの部分は、ペンキや錆などが取り除かれます。すべての外国の預金は仕事を妨害します。
- ダイの作業を容易にするために、パイプの端から面取りが取り外されています。

糸脱毛の初期段階
ねじ山でおねじを切る
ねじ山でパイプをねじ込むことは、次のように実行されます。
- 適切な直径のスクリュープラグが選択されます。機器を正しく選択するために、キャリパーが使用されます。
- ダイの内面とパイプの準備された部分はエンジンオイルで処理されます。
- ネジプラグは金属管に挿入されているため、回転作業が容易です。ホルダーはパイプスレッディングキットに含まれています。
- パイプラインの最初の組み立てが行われる場合、パイプはバイスに固定されます。水道管または他のエンジニアリングシステムの再構築中に水道管のねじ山を切断する必要がある場合は、設置された管に直接切断することができます。
- Kluppは準備されたパイプに取り付けられ、その回転、つまり糸脱毛のプロセスが始まります。
パイプを数回転させた後、スクリュープラグを反対方向に約90°取る必要があります。これにより、将来のスレッドから削除されるチップが削除されます。

ネジ山でネジを作る
切断後、油を完全に除去する必要があります。
ビデオでは、ネジ山で糸を切るプロセスをはっきりと見ることができます。
ねじ切り金型
パイプを通すためのダイは次のようになります。
- 丸い形。さまざまな直径のねじ切りパイプには、さまざまなサイズのダイが使用されます。
- スライディング。このようなダイの使用は、さまざまな直径のパイプのねじ切りに役立ちます。スライドプレートには専用ホルダーを使用しています。
各種スレッディングダイ
パイプのねじ山を切断するためのダイは、コストが低いため、より頻繁に使用されます。
ダイ(レルカ)でパイプに糸を切る前に、上記の方法でパイプを準備する必要があります。次に、次のスキームに従って手順自体を実行できます。
- キャリパーを使用して、必要な直径のダイを選択します。
- レルカの内側とパイプの表面を利用可能な材料で潤滑します。
- プレートを専用ホルダーに固定します。パイプタッピングプライヤーはホルダーにしっかりと固定する必要があります。そうしないと、スレッドが不均一になり、接合部でリークが発生します。
- ダイホルダーが希望の方向に回転します。数ターン後、前の場合と同様に、蓄積されたチップを取り除く必要があります。これを行うには、ツールを反対方向にわずかに回転させます。
- 糸を切った後、使用するパイプと工具からグリースを取り除きます。
初期段階では、荒削りダイが使用されており、パイプをはっきりと切断しますが、ねじ山の精度は高くありません。最終カットは仕上げダイで行われます。
lerokによるスレッディング
めねじを切る
内部スレッドを作成するには、次のものが必要です。
- 穴を準備します。清潔で、コーティングや異物が付着していない必要があります。穴は潤滑されています。
- 直径でタップを選択します。
- 切断装置の垂直性を維持しながら、穴にタップを取り付けます。タップを時計回りに回し始めます。
パイプ内に通す手順
めねじを適用するには、荒削りと仕上げの2つのタップが必要です。ラフタップはチップの約70%を除去し、フィニッシングタップは残りの30%を除去します。










自分の手で金属パイプに糸を作ることができます。これには、特別なツールの購入と少しの時間が必要になります。業務遂行は、専門家だけでなく、一般の方にもご利用いただけます。
方法2.手動スレッド
使用するスレッドの割り当てとツール
特に作業のプロセスに進む前に、概して、何のためにスレッドが必要かを決定する必要があります。
実際には、接続タイプによってのみ結合されます。
- 鉄のプラスチック部品;
- シャットオフバルブおよびその他の同様の詳細。
- 衛生器具。
現在切断に使用されています:
- 特別なダイ(lerka);
- klupp(またはパイプスレッドを切断するためのクラブとも呼ばれます)。
これらのツールを使用して、任意の直径と目的の製品のドッキングを実行できます。
準備段階
パイプのねじ山を切断するために選択したツールを入手したら、作業の実行に進みます。
まず、ワークピースを適切に準備します。
- パイプは、特徴的な鉄の光沢が現れるまで、腐食の痕跡、既存のコーティングの残り、ほこりや汚れを取り除きます。
- 面取りは、ヤスリでワークピースの端から削除されます。
- 切削工具の作業を容易にするために、切削点は完全に潤滑されています。
ダイを使用している場合は、作業を開始する前に、老朽化したパイプラインで練習することをお勧めします。誤って行われたねじ山接続では、必要な詳細を適切に接続できません。
さらに、ツールを購入するときにお金を節約することはお勧めしません。品質の悪いダイやパイプクランプは、パイプライン全体に損傷を与える可能性があります。
金型によるねじ切り
ダイを使用して接続する場合、作業順序は次のようになります。
- パイプは万力または他の適切な方法でクランプされます。作業中、ワークピースは完全に動かず、しっかりと固定されている必要があります。
- 必要な直径のダイが特別なホルダーに取り付けられ、適切なネジで固定されます。
- ダイとチューブに潤滑剤を塗布することで、作業を容易にし、ツールを損傷から保護します。
- その後、工具をワークピースの端に注意深く置き、時計回りに回して、最初の回転をカットします。
- ダイはワークピースに対して厳密に垂直に配置する必要があることを忘れないでください。
- 希望の長さの接続を行ったら、ツールのネジを外し、接続を再度通過させます。
kluppでの作業
この装置を使用すると、経験の浅い職人に簡単に糸を切ることができます。同じダイですが、ガイドラチェットと装置が追加されています。多くの場合、さまざまなサイズの店員とのセットで販売されます。
作業は次のとおりです。
- 希望のサイズのKluppをラチェットに取り付けて固定します。
- ツールとパイプの端に潤滑剤が塗布されます。
- ガイドはパイプの端に配置されます。これにより、切削工具が厳密に垂直に配置されます。
- カットするには、ラチェットを回転させます。
- 作業の過程で、ワークピースの必要な部分をさらに潤滑する必要があります。
欠陥のあるスレッドが出現する状況
上記の要件が満たされていない場合、スレッドに欠陥があることが判明する可能性があります。これにより、シャットオフバルブまたは下水管のフィッティングを適切かつ気密に接続できなくなります。
多くの場合、結婚の状況は次のとおりです。
- 誤って選択されたツール-ダイとパイプの直径、接続ストローク、またはその外観が一致していません。
- 低品質のダイまたはダイ-刃先が損傷または鈍い場合、高品質の接続を確立することはできません。
- 潤滑剤の量が不十分です。
- 関連する実務経験のない金型の使用。
パイプのネジ山をレルカまたはネジクランプで切りました。
直径15のパイプ(これも1/2インチ、0.5インチ)のねじ山を切る場合、私は通常、パイプの準備されたカットに置いたホルダーにラークを使用します。エッジのある側は、その長さのためにガイドとして機能します。これは、lerkoyを備えた均一なフックにとって重要です。手で端を軽く押し下げ、モンキーレンチで端を超えて時計回りに回転させます。ガイド側を使用できるとは限りません。これは、何らかの理由でパイプのカットがライザーへのタイインに非常に接近して行われたために発生します。その後、レルカの側からエントリを作成します。
この場合、もっと注意する必要があります。ハンドルをパイプの軸に対して垂直に保ちます。そうしないと、スレッドが曲がって、4回目の回転でパイプが押し出される可能性があります。実際、面取りを直径全体に均等に取り除くと、入口はそれぞれスムーズに進み、ねじ山全体がスムーズに進みます。
ガイド側を使用できるとは限りません。これは、何らかの理由でパイプのカットがライザーへのタイインに非常に接近して行われたため、レルカ側からエントリを作成するためです。 。この場合、もっと注意する必要があります。ハンドルをパイプの軸に対して垂直に保ちます。そうしないと、スレッドが曲がって、4回目の回転でパイプが押し出される可能性があります。実際には、面取りが直径全体にわたって均等に除去された場合、エントリはそれぞれスムーズに進み、スレッド全体がスムーズに進みます。
ネジでネジを切ることもできますが、通常はこの直径のパイプが配線に使用されており、レンチはその重さのため使用できません。
パイプスレッディングのすべて。
直径20のパイプ(3/4インチ、4分の3インチ)で、ネジクランプでネジを切りましたが、万が一の場合に備えて、lerkoホルダーに4分の3のレールがあります。上記の段落と同じ理由で。
そして、直径25(1インチ、インチ)と直径32(1 1/4インチ、インチと1/4)のパイプは、ラチェット付きのスクリューキャップだけで切断しました。これは、この作業の複雑さのみによるものです。 kluppsを使用すると、プロセスが大幅に簡素化、促進、加速されます。
写真では、クランク付きのカラマツとクルッポフに加えて、ユニバーサル、サニタリーシーラント、サニタリーフラックスなどのネジ接続の締まり具合に使用していることを想像しました。糸を切った後、シーラントを塗り、すべてのターンに均等に分散させようとします。その後、亜麻を巻いて、別の記事でこれを詳しく説明します(そして示します)。以下のリンクを残します。
接続はスレッド化されるだけではありません。
私の職業では、下水道を設置するときにポリプロピレンと鋳鉄を組み合わせる必要があります。
基本的に、この接続は、シーラントを塗ったときに鋳鉄管または継手のソケットに挿入され、すでにその中にシーラントを塗った継手またはポリプロピレンパイプを挿入する移行ゴムカフによって実行されます。このため、接続は密閉されています。










写真は太さの異なるケーブルで、下水道の設置にも使用されており、上記の素材の隙間に突き刺さっています。ケーブルの使用は、ケーブルを溶解でき、必要な太さのストランドを選択できるという点で便利です。その使用は、アダプターカフがサイズに合わない場合に関連します。そのような場合は頻繁ではありませんが、それでも発生します。
ビデオ:klupp-パイプを通すためのツール:
おそらく、これらの記事はあなたに役立つでしょう:パイプをねじ込む方法。 10の重要なニュアンス糸を気密に巻き戻す方法(ビデオ)グラインダーで切るのがいかに簡単か
ご質問や追加がございましたら、コメントボックスにご記入ください。アンドレイ、今日はこれですべてです。あなたの仕事の成功です。
開業医からの情報を探すのにうんざりしていませんか?購読(ページを下にスクロール)すると、情報が自動的に見つかります。ソーシャルネットワークのアイコンをクリックすることは、私の仕事に対する最高の報酬です。
オンラインで友達と共有する:
kluppとは何ですか?
パイプダイはダイと比較することができます。これらは、希望の形状の金属に正確な溝を切ることができる一体型の工具です。ただし、構造の堅固さは、大口径パイプラインの要素を処理するときに深刻なストレスを生み出します。ダイ本体の耐久性を下げることでストレスを解消できます。しかし、これは切歯の硬さを低下させ、切歯はすぐに鈍くなります。砥石の寿命を延ばすために、バネ機構を備えています。
Kluppは、配管工に馴染みのある金型と大差ありません。それは、切りくず除去のための穴を備えた金属製の円筒形の本体で構成されています。金属リングの周囲に沿って、パイプに機器をしっかりと保持するための個別のクランプがあります。内側には、切歯が固定されており、特定の順序で配置されています。
自分の手で彫ります
トレーニング
自分の手でパイプの糸を切る前に、いくつかの準備作業を行う必要があります。
- パイプを希望のサイズにカットします。パイプラインのいずれかのセクションを交換する場合は、使用できなくなったパイプを慎重に切り取る必要があります。
パイプのカットは、その壁に対して垂直でなければなりません。そうしないと、ねじ山接続は信頼できなくなります。
- 糸を切るパイプの部分は、ペンキや錆などが取り除かれます。すべての外国の預金は仕事を妨害します。
- ダイの作業を容易にするために、パイプの端から面取りが取り外されています。

糸脱毛の初期段階
ねじ山でおねじを切る
ねじ山でパイプをねじ込むことは、次のように実行されます。
- 適切な直径のスクリュープラグが選択されます。機器を正しく選択するために、キャリパーが使用されます。
- ダイの内面とパイプの準備された部分はエンジンオイルで処理されます。
- ネジプラグは金属管に挿入されているため、回転作業が容易です。ホルダーはパイプスレッディングキットに含まれています。
- パイプラインの最初の組み立てが行われる場合、パイプはバイスに固定されます。水道管または他のエンジニアリングシステムの再構築中に水道管のねじ山を切断する必要がある場合は、設置された管に直接切断することができます。
- Kluppは準備されたパイプに取り付けられ、その回転、つまり糸脱毛のプロセスが始まります。
パイプを数回転させた後、スクリュープラグを反対方向に約90°取る必要があります。これにより、将来のスレッドから削除されるチップが削除されます。

ネジ山でネジを作る
切断後、油を完全に除去する必要があります。
ビデオでは、ネジ山で糸を切るプロセスをはっきりと見ることができます。
ねじ切り金型
パイプを通すためのダイは次のようになります。
- 丸い形。さまざまな直径のねじ切りパイプには、さまざまなサイズのダイが使用されます。
- スライディング。このようなダイの使用は、さまざまな直径のパイプのねじ切りに役立ちます。スライドプレートには専用ホルダーを使用しています。
各種スレッディングダイ
パイプのねじ山を切断するためのダイは、コストが低いため、より頻繁に使用されます。
ダイ(レルカ)でパイプに糸を切る前に、上記の方法でパイプを準備する必要があります。次に、次のスキームに従って手順自体を実行できます。
- キャリパーを使用して、必要な直径のダイを選択します。
- レルカの内側とパイプの表面を利用可能な材料で潤滑します。
- プレートを専用ホルダーに固定します。パイプタッピングプライヤーはホルダーにしっかりと固定する必要があります。そうしないと、スレッドが不均一になり、接合部でリークが発生します。
- ダイホルダーが希望の方向に回転します。数ターン後、前の場合と同様に、蓄積されたチップを取り除く必要があります。これを行うには、ツールを反対方向にわずかに回転させます。
- 糸を切った後、使用するパイプと工具からグリースを取り除きます。
初期段階では、荒削りダイが使用されており、パイプをはっきりと切断しますが、ねじ山の精度は高くありません。最終カットは仕上げダイで行われます。








lerokによるスレッディング
めねじを切る
内部スレッドを作成するには、次のものが必要です。
- 穴を準備します。清潔で、コーティングや異物が付着していない必要があります。穴は潤滑されています。
- 直径でタップを選択します。
- 切断装置の垂直性を維持しながら、穴にタップを取り付けます。タップを時計回りに回し始めます。
パイプ内に通す手順
めねじを適用するには、荒削りと仕上げの2つのタップが必要です。ラフタップはチップの約70%を除去し、フィニッシングタップは残りの30%を除去します。
自分の手で金属パイプに糸を作ることができます。これには、特別なツールの購入と少しの時間が必要になります。業務遂行は、専門家だけでなく、一般の方にもご利用いただけます。
スレッドツールの概要
パイプのねじ切りは、自宅と工場の両方で可能です。必要なテクニック:
- スレッドコームまたは多数の固定カッターを備えたプレート。
- ダイ、ヘッド、タップ、およびそれらに基づくツール。
- ホルダー付きのフラットおよびラウンドダイ。
- イーゼル工業用フライス盤;
- 研磨ファクトリーツールによる研削。
 糸脱毛用コーム
糸脱毛用コーム
産業機器および糸通し機
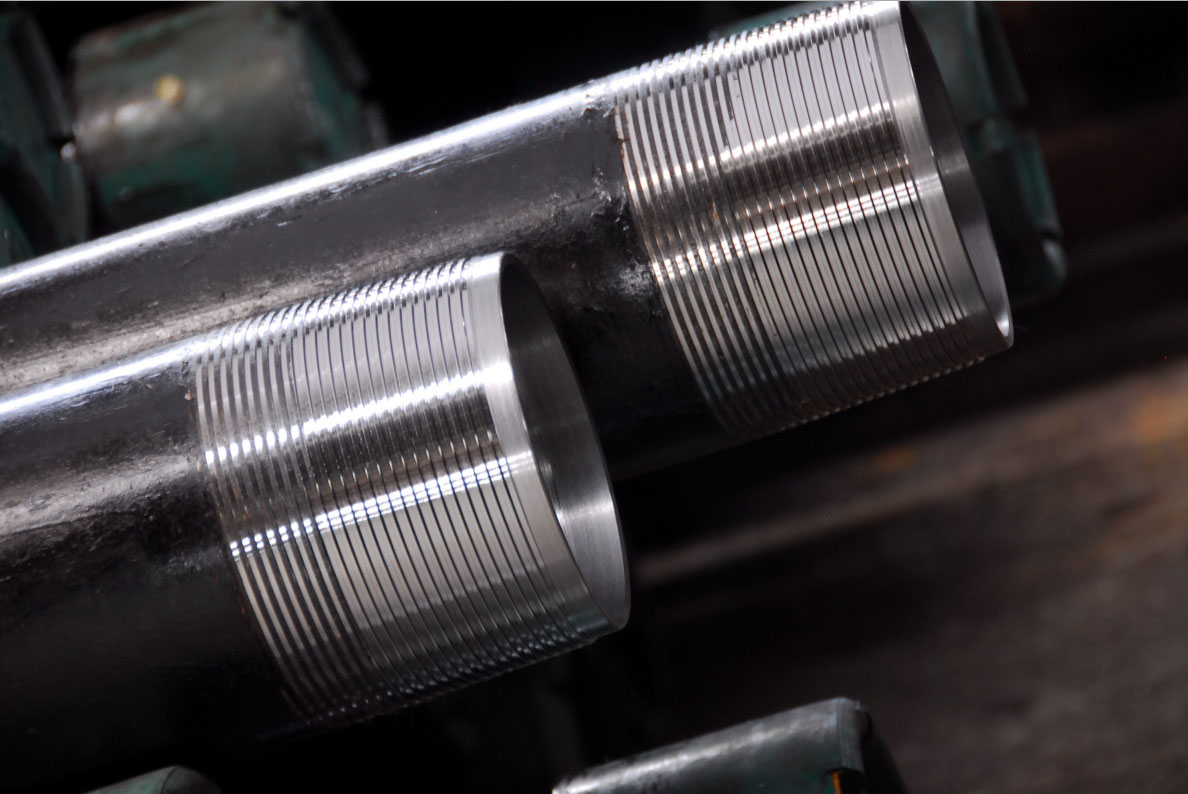
ねじ山付きパイプの工業生産の主な方法は、3ローラーヘッドでローレット加工することです。パイプを通すためのこのツールは、パイプの端の処理中に粗面化チップが除去されないため、理想的な溝の表面を提供します。パイプの端は、万力でしっかりと固定されており、冷たくまたは加熱された状態で波形のヘッドの間で巻かれ、金属表面に痕跡を残します。このスレッドは、相互接続されたノードの理想的な組み合わせを提供します。このような接続でのシールの役割は最小限です。この品質のパイプ用の手動ねじ切りツールでは提供できません。
 スレッドカッター
スレッドカッター
あまり一般的ではありませんが、個人のワークショップや企業で使用されるのは、機械の万力に固定された特殊な櫛でねじ溝を作成するフライス盤と研削です。後者では、相互に回転するパイプと砥石が滑らかならせん状の溝を形成します。ねじ転造の場合と同様に、作業品質の最も重要な基準の1つであるピッチの精度と均一性は、専門的に調整されたメカニズムによってのみ保証されます。
手動による方法
糸を作成する最も一般的な方法は、内側の端に沿ってカッターを備えた高張力鋼で作られた丸いダイに基づいています。マスターの労力を軽減し、作業プロセスをより正確に制御するために、カッティングブロックがホルダーまたはダイに挿入されます。このデバイスは、プロセスを簡素化し、ツールの購入コストを削減します。マスターキットには、必要なカッターが挿入される1つ、まれに2つのダイホルダーが含まれています。
ダイカッターでパイプを通すと、コーム方式よりも精度が高くなります。スパイラル溝の傾斜角度を制御しやすくなります。長い糸を使用する場合でも、手順を踏む必要はありません。つまり、均一性を損なうリスクは最小限に抑えられます。
直径の異なるネジプラグをセット
ダイまたはラークにチップアウトレットがあります。これにより、1回のパスで銅または鋼管にねじ山を適用できます。経験豊富なマスターは、そのような誘惑に負けないように、そして荒い仕事のために同じ直径のダイを在庫に持っておくことをお勧めします。そのため、メインツールの鈍化ははるかに遅くなります。
パイプのねじ山を切断するための手工具は、工業的な量の作業用に設計されていません。
スレッド化に使用されるツール
作業を開始する前に、パイプのねじ山を切断するためのツールを準備する必要があります。これには、次のデバイスが含まれます。
- 巻尺、鉛筆、キャリパー。パイプラインの組み立ては、事前に準備されたスキームに従って行われます。最初の段階では、図に示されている一定の長さのパイプを準備する必要があります。マーキングには巻尺と鉛筆を使用しています。キャリパーは、パイプの直径を測定し、適切なツールを選択するために使用されます。

パイプを測定するための巻尺とキャリパー
パイプに非常に注意深く正確に印を付ける必要があります。測定にエラーがあると、誤った設計の組み立てが発生し、パイプラインを再製造する必要が生じる可能性があります。
- ブルガリア語。このツールは、以前に適用されたマーキングに従ってパイプを切断するために使用されます。グラインダーの代わりに、弓のこを使用できます。
金属パイプを切断するためのツール
- 万力。パイプのねじ切りは、水平方向に明確に行う必要があります。これを行うには、パイプセクションをしっかりと固定する必要があります。
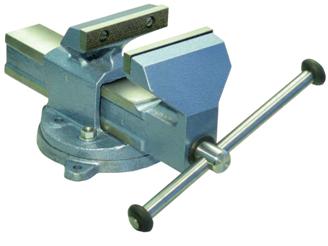
パイプを特定の位置に固定するための装置
- エンジンオイルおよびその他の潤滑油。ツールとパイプの端を特別な手段で潤滑すると、パイプを手で通すのがはるかに簡単になります。
- 目の保護のためのゴーグル。すべての作業は、すべての安全規則に従って実行する必要があります。糸を切るとき、金属片が目に入ると深刻な損傷を引き起こす可能性があるため、ガラスの形で保護する必要があります。
- パイプのネジ山を切るためのツール。これは、次の3つのオプションのいずれかになります。

さまざまなサイズのねじ山を切断するためのダイカッターのセット

ダイセットとダイホルダー

めねじを切削するための工具
ツールの選択は、糸の種類と職人の優先順位に基づいて行う必要があります。おねじの塗布には、ねじ山またはダイホルダーに取り付けられたダイを使用します。めねじを適用するには、タップを使用します。








手で糸を切る
すべての作業はダイまたはレルカで行われます。これらは同一の概念であり、同義語です。デザインに応じて、次のようになります。
- 調整可能またはスライド。通常、それらにはいくつかの切歯があり、それらの間の距離は変更することができます。変形や製造上の欠陥によりパイププロファイルが不均一であるが、それでもねじ山を切断する必要がある場合に特に役立ちます。ほとんどの場合、それらはkluppsにインストールされ、良好な固定を提供します。このような製品の助けを借りて、糸を数回のパスで切断することができ、その精度と品質が向上します。
- モノリシック。真ん中に穴の開いた小さなシリンダーです。このような工具は、特殊なダイホルダーに固定されています。通常、1本以上のボルトで固定します。この工具を使用すると、1回のパスで切削が行われます。
- 円錐。上記の対応する糸を切るために設計されています。
端が揃えられます
レルカは、処理されるパイプの直径と、ねじの方向(右または左)に応じて選択されます。すべての指定は、パッケージまたは機器自体に直接適用されます。プロセス全体は、次のステップに要約されます。
ワークが固定されます。どのシステムでも固定されていない場合は、万力で固定されます。水道管や暖房管で切断する場合は、固定するためのライニングを作る必要があります。
準備されたパイプセクションの端は、マシンオイルまたはグリースで潤滑されています。これらのコンポーネントが利用できない場合は、手元にあるものを使用できます。ラードも使用できます。
ツールカッターの表面も潤滑されます。
ハンドル付きのダイホルダーをパイプの端に持ってきます。これは正確に直角に行う必要があります。ガイドプレートホルダーを使用すると、これを行うのがはるかに簡単になります。
同時に、スレッディングツールを回転させてノズルに押し付ける必要があります。クラッチが発生する必要があります
したがって、最初の2ターンをカットすることが重要です。
ガイドダイホルダーを使用しない場合は、角度が90°のままであることを常に確認する必要があります。この要件に準拠していない場合は、歪みが発生する可能性があります
これにより、スレッドが破損したり、ツールが損傷したり、必要な手順が実行されなかったりする恐れがあります。
連続して切断しないでください。その過程で、金属片が形成されます。取り外すには、進行方向に1回転、半回転戻す必要があります。これにより、溜まったゴミを取り除きます。
途中で、潤滑剤も追加する必要があります。
完成後、レールを緩めてもう一度歩くと、仕上げのアイライナーを作る必要があります。
ねじ切り金型
クルップセット
スクリューキャップを使用したねじ切りは、同じメカニズムに従って行われます。すべてに加えて、一部の製品では、切歯を移動するだけでなく、それらを展開することも可能です。この状況では、同じ工具で仕上げパスと荒削りパスの両方を実行できます。このようなユニットを使用する場合は、初期段階で十分に注意する必要があります。これは、ラチェットハンドルのおかげで、従来のラークホルダーの場合よりも多くの力を加えることができるという事実によるものです。最初に角度を正しく設定しないと、ワークピース全体が台無しになり、気付かない可能性があります。 Kluppは、パイプがすでに設置されていて壁に近い場合に使用すると不便です。ノズルがうまくフィットして動かないように、くさびで曲げるか、石膏の一部を削り取る必要があります。





