ストーブでパスタを調理する方法は?
イタリア人は、この製品を準備するのは簡単だと言いますが、それを正しく行うのははるかに困難です。よく調理されたパスタの愛好家は、イタリア語から「歯へ」と訳される「アルデンテ」で調理されるのが大好きです。
殻、らせん、角、弓などの小さな製品の例を使用して、ストーブでおいしいパスタを調理する方法を検討してください。
これには、次の材料が必要になります。
- 水-1リットル;
- 主成分は100gです。
- 塩-10-11g。
比率を考慮することは非常に重要です。そうしないと、主成分がスペースを欠くため、粘着性が高くなり、調理時間が長くなります。パスタを適切に調理する方法に関して考慮すべきもう1つのポイントは、鍋の選択です。
それは厚くて高い壁を持っていることが望ましい。これにより、水が端に到達するのを防ぎます。
ストーブでパスタを調理する方法は?
調理プロセスは次のようになります。
- ストーブに水の入った容器を置き、火を最大にし、ストーブが沸騰したときに注いだ水を塩漬けにします。
- その中に主成分を入れてください。
- しばらくすると、液体が再び沸騰し始めます。その後、ガスを減らす必要があります。これが起こる前に、それから放出されるでんぷんのためにそれがくっつかないように、製品を絶えずかき混ぜてください。そうしないと、この記事で調理方法を説明しているパスタが固まりになります。さらに、それらは鍋の底と壁に付着します。
- たとえば、パスタの弓や別の種類の中型製品(スパイラル、ホーン、シェル)の調理方法に興味がある場合は、所要時間を知る必要があります。調理時間は約5分です。細い小さな麺などの小さな製品を調理する場合、水が沸騰した後の調理時間は3〜4分です。
- それらを絞ることで準備ができているかどうかを確認できます。弾力性がある場合は、ストーブの電源を切ることができます。
- すぐに皿をザルに入れ、液体を完全に排出させます。
- フルパワーで冷水をオンにして食品をすすぎ、さらにもろくします。
弓のようなパスタ(または中小規模の製品)の準備ができたら、肉、魚、野菜などの添加物を添えたおかずとして提供できます。一部の主婦は、バターを使用して提供する前にそれらを揚げることを好みます。味。この材料を揚げずに温かい皿に加えることができますが、かき混ぜないで、閉じた鍋を振って皿全体に均等に分散させます。
別のスキルは、それらがバラバラにならないようにネストパスタを調理する方法のプロセスに値します。このためには、次の材料が必要になります。
- 主成分-6〜8個;
- 水-2リットル;
- オリーブオイル-1-2tsp。
製品は次のように準備されます:
- ソースパンで適量の水を沸騰させます。
- 別の容器(底の広いフライパンを使用できます)に、巣の形をしたパスタが自由に入るように主成分を置きます。
- それらを沸騰したお湯、塩で満たします。
- 皿を沸騰させ、4-5分間調理します。
- スロット付きスプーンを使用して、プレートに移して取り外します。
- 必要に応じて、完成した料理にスパイスを加えて味わうことができます。
- 肉、魚、野菜、チーズ、ソーセージなどを加えて、通常のおかずとして提供されます。
巣パスタを茹でる手順は、形を保たなければならないことを意味します。第一に、これは最初にそれらが沸騰したお湯で注がれるという事実によって促進されます、そしてそれはあなたが形を固定することを可能にします。第二に、主成分はスキマーによって除去され、そのおかげでそれらは調理された形でプレートに移すことができます。
YouTubeでこのビデオを見る
職場の準備
どのように 電気で調理する方法を学ぶ 短い時間で? 1日でこれを行うことはできませんが、さまざまな動画のヒントを適用し、職場で必要なものをすべて準備することで、すぐに練習を開始できます。
溶接インバーターで調理する方法を学ぶには、電極を点火するためのプレートが必要です。マスを製品に取り付けることが常に可能であるとは限らないため、小さな金属製のテーブルまたはベースが必要です
溶接工は、金属部品の固定を修正するためのハンマー、スラグセパレーター、および消火手段(砂または消火器)を手元に用意する必要があります。
インバーターで金属を溶接することは重要であり、有害な影響から十分に保護されています。作業場所(自宅または生産条件)に関係なく、各溶接工は次のものを備えている必要があります。
- 職場の照明に対応する光フィルター付きの保護マスク(フィルターNo. 5では屋内では見えにくく、No。3では路上で非常に目が見えなくなります)。
- 熱や水しぶきから保護するためのキャンバスミトン。
- ベルトに押し込まれていない厚くて不燃性の衣類。
- ブーツ;
- 飛散するスラグの落下から保護するためのヘッドギア。
電気溶接とは何ですか?なぜ家庭で必要なのですか?
用語を理解するには、学校の物理学のコースに触れ、部品を溶接する際の付随するプロセスを理解する必要があります。電気溶接の基本を理解することで、他の専門家のパターン化された行動に頼ることなく、意識的に作業することが可能になるため、得られた知識は溶接工がより良い継ぎ目を作るのに役立ちます。





電気溶接(アーク溶接)-フィラーと母材の結晶化により、切り離せないタイプの接合部を取得します。

シーム形成プロセス中に、ベースと電極の一時的な溶融が発生し、それによって溶融池が形成されます。表面が冷却された後、材料は分子レベルで接続され(溶融)、主表面の他の領域よりも強度が劣らない継ぎ目に結晶化します。
| 電気溶接の利点 | 電気溶接のデメリット |
|---|---|
| 構造の単純さ。 | 電磁放射と光の害。 |
| 空間的な位置に関係なく、アプリケーションの多様性-垂直、水平、45度の角度など。 | 効率は溶接工のスキルに基づいています。そのようなものがない場合、最終結果は嘆かわしいものになります。 |
| 電気アーク溶接を使用して接合できる多数の金属。 | マスターからは、ユニットを使用するための基本的なスキルと、単純な条件での30時間の実務経験が必要です。 |
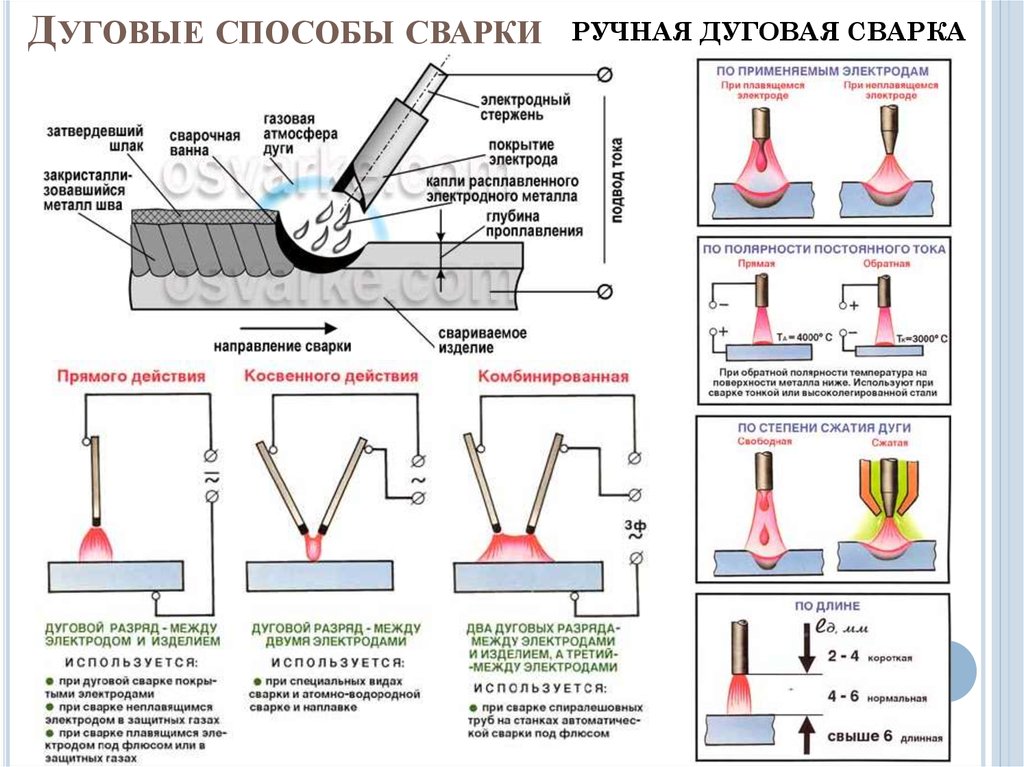
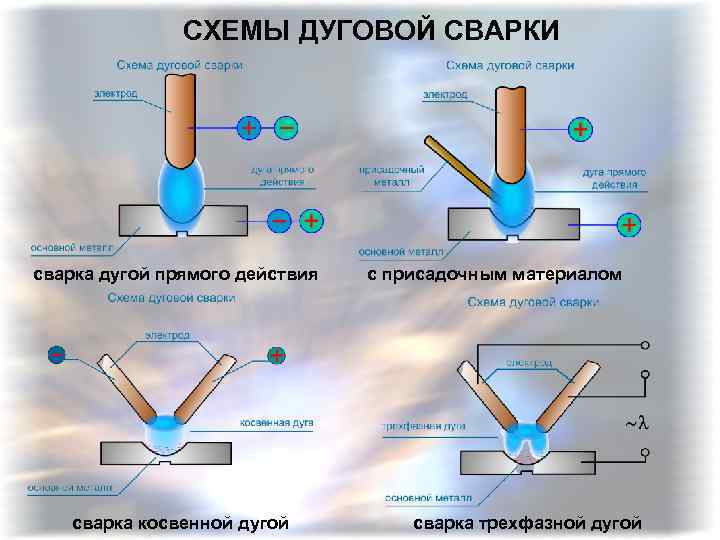
電気溶接の分類は、溶接プロセスの機械化のレベル、電流のタイプ+その極性、アーク、電極の特性、ゾーンの保護方法など、多くの基準に基づいて行われます。 。古典的な分布を見てみましょう-手動アーク、半自動アーク、自動アークタイプの溶接。
1)手動アーク溶接
ほとんどの作業は自分の手で行わなければならないため、経験の浅い溶接工に使用するのが最も難しいオプションです。他のポイントによる技術の規制は、GOST5264-80を使用して実行されます。接続のタイプ、エッジの形状、継ぎ目の性質、断面、および溶接される要素の厚さが考慮されます。
手溶接の欠点は、腐敗/軽質製品の人体への悪影響と、大規模な作業の効率が比較的低いことです。熟練度の低い専門家は、手動アーク溶接で作業するときに高品質のアークを使用することができないため、縫合方法は初心者には絶対に適していません。
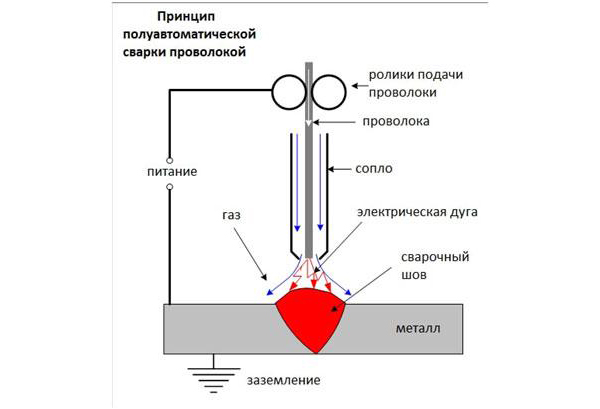
2)ガス環境で半自動
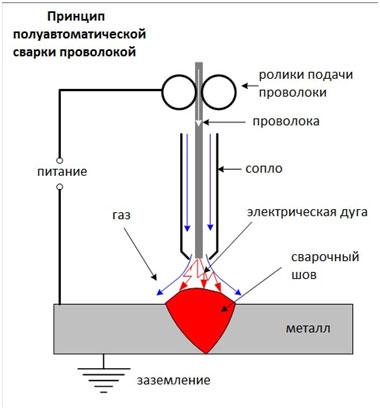
接続方法2の特徴は、可動式の消耗電極の使用と保護ガスの存在です。 2つ目は、外部環境と電気アークの間のバリアとして機能します。
保護ガスは、アルゴン、二酸化炭素、ヘリウム、または特定の比率のそれらの組み合わせです。半自動溶接技術は、ワイヤーをガスノズルに通すことによって発生し、それによってワイヤーが溶けます。アークの長さは自動的に制御されますが、移動方向+速度は溶接機の制御下にあります。作業方法は、ガスシェルなしで実行できます。シリコン、マンガン、および脱酸特性を持つその他の金属元素が散在する特殊な自己シールドワイヤが使用されます。
3)自動サブマージアーク溶接
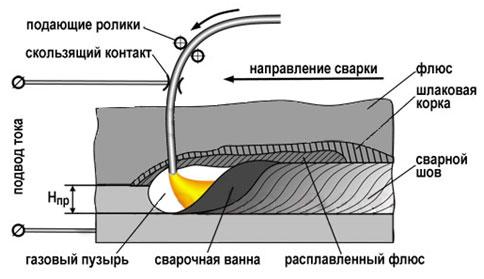
生産性が向上し、電極損失が最小限の方法。溶接工は水しぶきを恐れることはできず、溶接領域は、継ぎ目に対する酸化物やその他の有害な不純物の形成に関して可能な限り安全です。
溶接プロセスアルゴリズム:
- 特殊ローラーによるワイヤー送り。
- スライド式の接点により、電線に電流を流します。
- 継ぎ目のマーキングに沿った電極の動きが始まります。
- ユニットのバンカーからフラックスが注ぎ出され、その蒸発により、外部環境の影響から電気アークを保護するガス雲が形成されます。
- 縫い目形成。
- スラグ除去。
- 余分なフラックスを集めて再利用します。
作業用の機器は、オペレーターが特別な目の保護具を使用する必要はありません。プロセスの自動化により、溶接機の主観的な影響が最小限に抑えられるため、急激にねじれるリスクが低下する傾向があります。
継ぎ目を形成するための技術について
自分で電気溶接で調理する方法を学ぶ前に、金属部品を接続するためのさまざまな溶接技術を習得する必要があります。電気アークの適切なメンテナンスと移動は、高品質の継ぎ目の鍵です。アークが長すぎると、金属が酸化して窒素で飽和し、液滴が噴霧され、多孔質構造を形成します。
オーバーラップシーム
溶接アークは電極軸に沿って前方に移動します。したがって、電極の溶融速度に影響される所望のアーク長が維持される。電極と溶接プールの間の距離が増加するのと同じように、電極の長さは徐々に減少します。これを防ぐために、電極は軸に沿って移動し、その短縮と溶融池の方向への移動の同期を観察することになっています。
天井の継ぎ目
電極の直径は、溶接された剛毛の厚さに依存します
別のタイプのローラーはスレッドと呼ばれます。このようなビードは、溶接される溶接の軸に沿って電極を動かす過程で形成されます。ローラーの厚さは、電極の直径と移動速度に依存します。







ローラーの幅については、通常2〜3と言えます。 mmが電極の直径を超えています。これにより、溶接シームがかなり狭くなります。その強度は、強力な構造を作成するのに十分なほど高くありません。 それを修正する方法?電極が溶接の軸に沿って移動する場合、軸を横切って電極をさらに移動させるだけで十分です。
ティーシーム(片面カット付き)
動作中の電極の横方向の変位により、継ぎ目の十分な幅を得ることが可能になります。これは、電極の往復振動によって行われます。電極の幅は、特定のケースごとに個別に決定されます。ここでは、継ぎ目の位置、そのサイズ、溝の形状、材料の特性、および設計に提示された要件のリストを考慮する必要があります。電極の直径1.5から5.0までの継ぎ目の通常の幅を考慮するのが通例です。
電極サポート付きの溶接シーム
それは、電極のかなり複雑な三重の動きで形成されます。いくつかのバリエーションがあります。従来のアーク溶接における移動の軌跡は、接合される部品のエッジが溶融するようにする必要があり、同時に、所定の形状の溶接を形成するのに十分な溶融金属を形成する必要があります。
電気溶接とは何ですか?
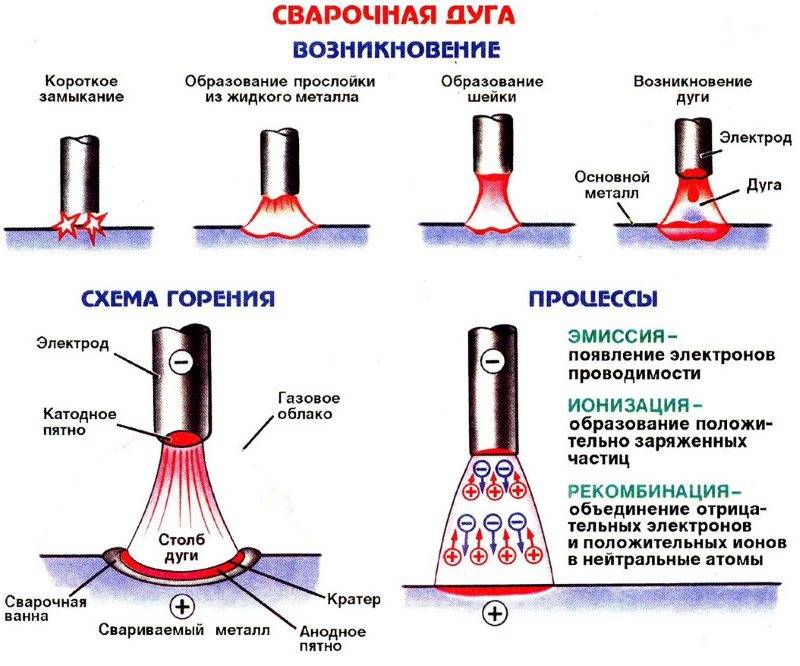
電気は、電気アークを使用して金属を加熱してから溶かす溶接方法の1つです。後者の温度は7000°Cに達し、これはほとんどの金属の融点よりもはるかに高いです。
電気溶接のプロセスは次のように進行します。電気アークを形成して維持するために、電流が溶接ツールから電極に供給されます。
溶接プロセス中に、電極の母材と金属コアが溶けて混合され、強力で分離できない継ぎ目が形成されます(+)
電極棒が溶接面に接触すると、溶接電流が流れます。その影響と電気アークの影響下で、溶接される要素の電極と金属エッジが溶け始めます。溶融物から、溶接工が言うように、溶融電極が母材と混合される溶接プールが形成されます。
溶融スラグは浴の表面に浮き、保護膜を形成します。アークをオフにした後、金属は徐々に冷えて、スケールで覆われた継ぎ目を形成します。材料が完全に冷却された後、それはきれいにされます。
非消耗電極と消耗電極を溶接に使用できます。前者の場合、フィラーワイヤが溶融物に導入されて溶接が形成されますが、後者の場合は必要ありません。電気アークの形成とその後の保守には、特別な機器が使用されます。
家庭環境での溶接工の分野でのスキルは、広範囲の作業を実行するために必要です。
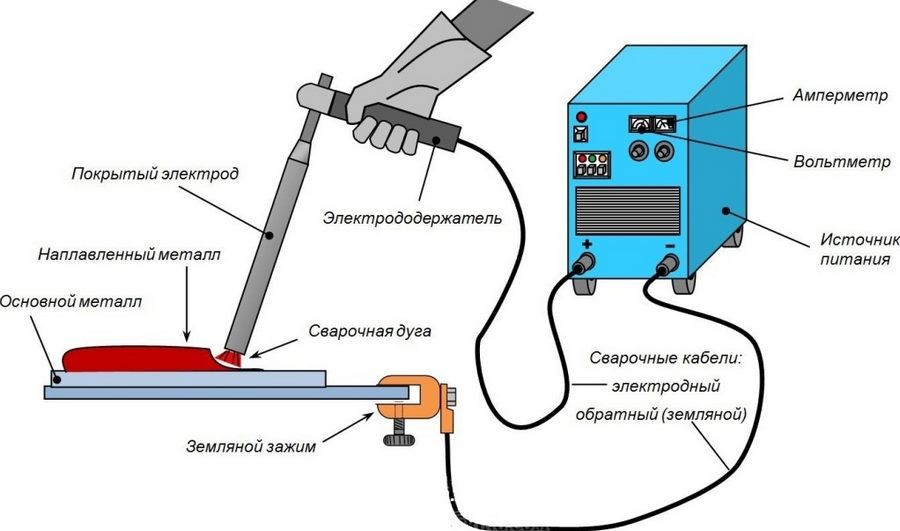
溶接用インバータの設計
溶接機の正しい使い方を理解するために、初心者のマスターはインバーターの設計に精通している必要があります。
溶接インバーターは、総重量約7kgの内部部品を備えた金属製の箱で、持ち運びに便利なハンドルとショルダーストラップが付いています。溶接インバータのハウジングには、ユニットが冷却されたときの空気の流出を改善するための通気孔が含まれている場合があります。フロントパネルには、動作状態を切り替えるためのボタン、必要な電圧と電流を選択するためのノブ、動作ケーブルを接続するための出力、および溶接中のインバータの電力と過熱の存在を通知するインジケータがあります。デバイスを主電源に接続するためのケーブルは、通常、インバータの背面にあるコネクタに接続されます。

溶接インバーターの設計
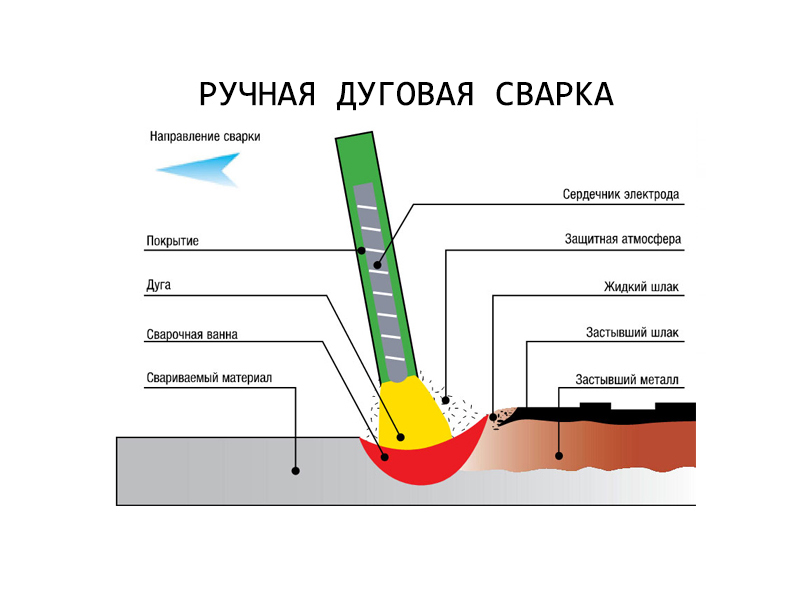
溶接時に溶接される金属板に電極が接触すると、高温アークが発生し、その結果、溶接棒の要素と溶接継手の金属の両方が溶けます。プレートと電極の溶融金属によってアークの領域に形成されたプールは、電極の液化コーティングによって酸化から保護されています。金属が完全に冷却された後、溶接中に電極コーティングで保護された溶接の上面は硬化したスラグに変わります。これは、軽い機械的作用(たとえば、タッピング)によって簡単に取り除くことができます。
溶接継手の金属と電極の間の同じ距離ギャップ(アーク長)を観察することが重要です。これにより、その消滅が防止されます。これを行うには、電極を一定の速度で溶融領域に供給し、溶接棒を溶接接合部に沿って均等にガイドする必要があります。
溶接アーク
正しいパスタの選び方は?
正しいパスタの選び方は?
適切な栄養のほとんどの支持者は、それが不健康で不健康であると考えて、この食品を拒否します。しかし、適切な製品は体に利益をもたらす可能性があるため、それを購入するときは、次の推奨事項を考慮する必要があります。
高品質の製品の構成には、小麦粉と水という2つの成分が含まれます。味、利益、害、それらの栄養価とエネルギー価値は、主な成分の品質に大きく依存します。また、天然染料(ほうれん草ジュース、にんじんジュース、イカ墨、スパイス)が含まれている場合があります。これらの存在はパッケージに記載されている必要があります。
製品が作られている小麦粉の種類は特別な注意に値します。組成に脂肪を含まないのはこのオプションであるため、デュラム小麦の品種に属する必要があり、体に完全に吸収されます。




やわらかい品種の主成分を使ってパスタを作ると、でんぷんが多く含まれるため、非常に高カロリーになり、太りすぎの原因になります。
高品質のデュラムベースストックが使用されていることを確認するために、製品の外観に注意してください。その表面は滑らかで、色は琥珀色、黄色、金色である必要があります。
エッジが滑らかで、製品に小さなしみがあります。パッケージに破片があってはなりません。それらが柔らかい小麦粉から作られている場合、それらの色は薄いか、淡い、不自然な色、不均一なエッジ、粗い表面、明るい小さな斑点があり、パッケージに破片、パン粉がある可能性があります。
タンパク質は小麦粉製品の重要な成分です。デュラム小麦から作られた高品質の場合、約12〜15 g / 100 gが含まれます。製品の低品質の指標は、最大10 g /100gのタンパク質含有量です。
コストに注意してください-プレミアムクラスを参照すると、良いパスタはより高価です。
スパゲッティのようなパスタは別の方法でテストされます-それらがどのように壊れるかを分析しますが、これは調理プロセス自体の直前に行うことができます。高品質であれば曲がりは良いですが、丈夫なので折れにくいので、やわらかい原料とは言えません。
調理後の高品質な製品は、長時間水中に置いても、その形、黄色がかった金色を保持します。
良いパスタは、沸騰が最小限であるため、くっつかないという特徴があります。
YouTubeでこのビデオを見る
電極送り速度の影響
送り速度 溶接用電極 必要な量の溶融材料を供給する必要があります。その量が不十分な場合、アンダーカットにつながる可能性があります。この要素は、直接および逆極性溶接の両方で非常に重要です。
アーク溶接中は、接合部に沿ってロッドが急速に移動するため、アークパワーが金属を加熱するのに十分でない場合があります。その結果、金属の上に浅い継ぎ目が形成されます。エッジは未完成のままです。
電極の前進が遅いと、過熱につながります。この場合、表面が焼けて薄い金属が変形する可能性があります。
現代の溶接機は、さまざまな機能と機能を備えています。それにもかかわらず、現時点では、これまでのところ、行われる質の高い仕事のほとんどは、人のスキルによって正確に決定されます。
電気溶接を使用してパイプを接続する
金属電気融合フィッティング
電気融合フィッティングは、ワークピースの2つの部分を接続するのに役立つデバイスです。ねじ込みと溶接の2つの形式があります。ねじ山付きフィッティングエンド-フィッティングの内側と外側にねじ山があります。また、継手には面取りがあり、電気溶接の実装が容易になります。
これらのデバイスの多くは、膝とお尻の2つの要素を使用してパーツに取り付けられています。最初の変形では、直径は2番目の変形よりも大きく、2番目の変形は、原則として、溶接される部品と一致します。
電気フィッティングポリエチレン
これらの部品を使用すると、接続された部品の電気融合を増やすことができます。通常、ポリエチレン製の補助継手は、低圧システム用に設計されたポリエチレン製の水道管に使用されます。
 HDPE継手は、バットまたはオーバーラップのあるパイプに取り付けられます。要素は特別なホルダーによって保持されます。接続とチューブを取り付け、フィッティングに挿入して加熱します。
HDPE継手は、バットまたはオーバーラップのあるパイプに取り付けられます。要素は特別なホルダーによって保持されます。接続とチューブを取り付け、フィッティングに挿入して加熱します。
電気溶接の両方のオプションが化学作用に基づいていることは注目に値します-摂氏170度の温度でのポリマーの分子鎖の破壊とプラスチックを硬化させる過程での新しいものの形成。
カップリングとエレクトロポリネーション
現代の電気技術は、かさばる、使いにくい、時代遅れの機器なしで簡単に実行できるレベルに達しています。
外側のシースとそのフィッティングが溶け、温度が下がると、新しいポリマーチェーンが作成されます。その結果、ポリエチレンパイプの高品質な電気溶接が保証され、家庭用システムと産業用パイプラインの両方に安全に使用できます。
これらのフィッティングには、次の利点があります。
- それらは直径20から400mmのパイプを接続します。
- 接続は内部に設置されており、高圧操作に耐えることができます。
- それらはすべての化学物質に対して不活性であるため、水に対しても安全です。
- 圧力サージに耐えます。
継手には、小径から大径まで幅広い範囲があります。それらは大規模な化学プラントでも使用できます。
変圧器を使用して継手を取り付けることができます。
電気パイプ溶接の準備方法
準備:溶接機、ワークピース、接続要素、変圧器の完全な準備と完全性。
直角に配管します。
パーツのエッジを面取りして、正確にカットします。
パイプは継手に通され、以前に記録された場所を固定します。
脱脂部品。
溶接トランスを電源に接続した後、溶接継手を形成します。
溶接機の電源を切り、ウォームアップモードを30分間オンにします。
接続やホルダーを動かさないことが重要です!電源を切った後、完全に冷えるのを待ちます。
デバイスは使用可能であり、さらに接続する準備ができています。
家庭用溶接機の技術設備
手動ESのアークを形成するには、EDに電力を供給するための電気エネルギーの安定した供給を提供する電流源が必要です。手動ESの場合と同様に適用可能 交流電流源、および直流で動作するデバイス。溶接設備の家庭での使用状況では、購入した溶接ユニットを接続する電気配線の状態が重要な役割を果たします。これにより、「溶接」された初心者が使用できる機器のタイプが決まります。






重要!溶接機は、その保護および調整装置(プラグとヒューズ、自動機械など)のパラメーター内で家庭用電源から動作することができます。 「溶接機」の性能特性が電気回路網の保護システムの要件を満たしていない場合、ライトの点滅、機械の電源オフ、突然の電圧変動による家中の家電製品の故障が発生する可能性があります
ホーム溶接機には、次のものが装備されている必要があります。
- 現在のソース。

現在、家庭用の溶接装置は、MMA用の装置と呼ばれることがよくあります(英語から。MetalManual Arc-ピースコーティングされた電極を備えた手動ES)。電気機器市場は、家庭用の3種類の電流源を提供しています。
- 交流で動作する溶接変圧器、
- 交流主電源電圧を直流に変換する溶接整流器、
- 家庭用コンセントから動作できるインバーター。
- キャリング付きの電源ケーブルとリード線のセット。
- 一般に「ホルダー」と呼ばれる電極ホルダー(スプリングまたはレバー)。
- 溶接機の個人用保護具:
- 耐熱衣類、靴、手袋またはミトン、
- 保護マスク。
電気溶接技術
経験豊富な溶接工の指導の下、電気溶接で部品を適切に溶接する方法を学ぶことをお勧めします。何らかの理由でこれが機能しない場合は、自分で試すことができます。まず、職場を適切に整理する必要があります
溶接は高温であり、したがって火災の危険性があるプロセスであるため、これは非常に重要です。
作業するには、不燃性の材料で作られた作業台またはその他のベースを選択する必要があります。木製のテーブルや同様の製品は固く禁じられています。溶接を行う場所の近くには可燃物がないことが望ましい。
発火源の可能性を排除するために、必ずバケツの水を近くに置いてください。さらに、使用済み電極の残骸を保管する安全な場所を決定する必要があります。それらの最小のものでさえ、火を起こすことができます。
販売中のさまざまな直径の溶接電極を見つけることができます。必要なロッドサイズは、溶接する金属の厚さに基づいて選択されます。
最初の独立した継ぎ目では、不要な金属片を準備し、そのための電極を選択する必要があります。専門家は、このような場合に3mmのロッドを使用することを推奨しています。小さい方の直径は薄いシートの溶接に使用されますが、これは学ぶのに不便です。より大きな直径の電極は、高い機器電力を必要とします。
継ぎ目が配置される\u200b\u200bmetalの領域をクリーニングすることから始めます。さびや汚れがあってはなりません。
部品の準備ができたら、電極を取り出して溶接機のクランプに挿入します。次に、「接地」クランプを取り、部品にしっかりと固定します。ケーブルをもう一度確認してください。ホルダーに押し込み、十分に絶縁する必要があります。
次に、溶接機の動作電流電力を選択する必要があります。電極の直径に応じて選択されます。溶接装置のパネルに選択した電力を設定します。
次のステップは、アークに点火することです。これを行うには、電極を約60°の角度でワークピースに移動し、ベース上を非常にゆっくりと通過させる必要があります。火花があるはずです。これが発生したらすぐに、電極を部品に軽く接触させ、すぐに5mm以下の高さまで持ち上げます。
溶接インバーターの操作の準備が整いました。 2本のケーブルが接続されています。1本は電極用のクランプ付き、もう1本は接地マウント付きです。
このとき、アークが点滅します。これは、動作時間全体を通して維持する必要があります。その長さは3-5mmでなければなりません。これは、電極の先端とワークピースの間の距離です。




アークを動作状態に維持している間、動作中に電極が燃え尽きて短くなることを覚えておく必要があります。電極がワークに近すぎると、固着する場合があります。この場合、少し横に振る必要があります。アークが初めて発火しない場合があります。おそらく十分な電流がないので、それを増やす必要があります。
初心者の溶接工がアークに点火して作動状態を維持することを学んだ後、ビードの溶接を開始できます。これは、すべての操作の中で最も簡単です。アークに火をつけ、電極を将来の継ぎ目に沿って非常にスムーズかつ慎重に動かし始めます。
同時に、振幅の小さい三日月に似た振動運動を行います。溶融金属をアークの中心に「すくい」ます。したがって、ローラーのように、均一な継ぎ目を取得する必要があります。それは金属の小さな波のような流入を含みます。縫い目が冷めたら、目盛りをノックインする必要があります。