開拓者のための便利なヒント
専門家による主な推奨事項は、作業を強制することはできないということです。品質は何よりも重要であり、時間を節約するという名目でそれを犠牲にするべきではありません。プロファイルパイプを処理するときに考慮しなければならない他の多くの機能があります。プロファイルの1つの「パス」ですべてを実行しようとする必要はありません。各サイクルの後にゆっくりと曲げローラーを押して、それを数回スキップすることをお勧めします。これにより、チューブの変形の危険性がなくなるだけでなく、機械の耐用年数も長くなります。

断面では、ローラーのプロファイルは圧延金属の形状と一致する必要があります。完全に一致すると、曲がりは完璧になります。したがって、交換可能なローラーを使用してデザインを作成し、さまざまなサイズのセットをストックすることは理にかなっています。事前にフルサイズのテンプレートを作成してください。各たわみの後に製品を適用します。これは品質管理であり、時間通りに手順を完了することができます。そして、マークの存在は、あなたが適応し、一定のテンプレートコントロールを放棄することを可能にします。
最も簡単なオプションを作成する方法を自分で行う手動パイプベンダー
簡単なパイプ曲げ機は、金属だけでなく木材も使用して、即興の手段で作ることができます。必要な厚さのスチールベースよりも、ファームで不要なボードを見つける方がはるかに簡単です。まず、変形する材料の直径よりも厚いボードを使用します。ボードから簡単なパイプベンダーを作成するための詳細な手順は次のとおりです。
ボードから円弧状のテンプレートを切り出します。結果として、工具の曲げ半径が得られるような形状にする必要があります。
得られたテンプレートを2〜3枚のファイバーボードまたはチップボードの形でベースに固定します
テンプレートは曲げ工程で剥がれる可能性があるため、ベースにしっかりと固定することが非常に重要です。さらに、クランプまたは小さな万力を使用して固定することができます。
片方の端から、曲げられる材料が隣接する強調を固定する必要があります
そのような強調として、あなたはベースに固定された一枚のボードを使うことができます
そのような装置を使用することは難しくありません、そしてこれのためにあなたはテンプレートとストップの間に材料を置くべきです、そしてパイプが外れないことを確認して、仕事に進んでください。最も単純なパイプベンダーを製造する原理は、財政的な投資を必要とせず、この方法は、少数のプロファイルを曲げる必要がある場合に最適です。即興の手段から自分の手で最も単純なパイプベンダーを作るための他のオプションがあります、それは以下に説明されています。
カタツムリパイプベンダーの作り方
カタツムリパイプベンダーの自己製造は難しいように思われるかもしれません。実際、この装置はローラーパイプベンダーよりも組み立てが難しくありません。プロセスは、使用する部品と組み立て時間のみが異なります。
カタツムリパイプベンダーを使用すると、プロファイルを1か所だけでなく全長に沿って一度に曲げることができます。この物件で、彼はインストーラーの間で人気を博しました。
必要な材料とツール
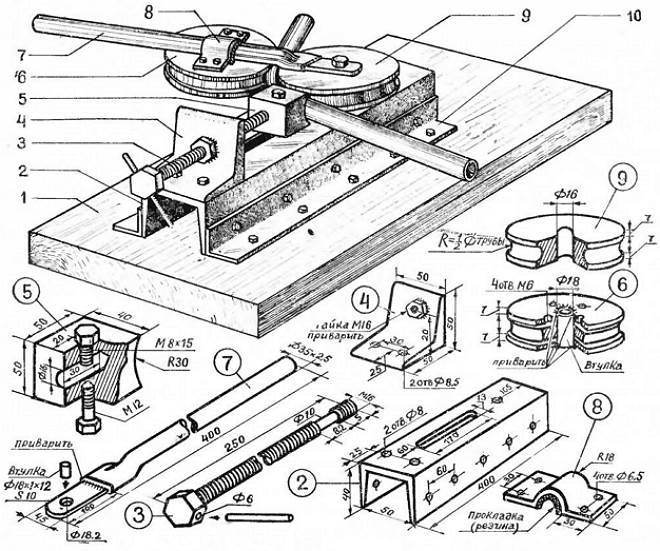
説明されているローラーパイプベンダーは特定の作業直径を持たず、利用可能な任意の材料から作成できるため、提案された材料には特定のサイズの部品は含まれません。すべての金属構造要素の厚さは4、できれば5mmにする必要があります。パイプベンダーを作成するには、次のものが必要です。
- チャネル-1メートル。
- 鉄板。
- 3本のシャフト。
- 2つの星。
- 金属チェーン。
- 6つのベアリング。
- ゲート製造用の金属製0.5インチパイプ-2メートル。
- めねじ付きスリーブ。
- クランプネジ。
スプロケット、シャフト、ベアリングの寸法には特に注意が払われており、これらは互いに一致している必要があります。アスタリスクは古い自転車から取得できますが、正確に同じサイズである必要があります
パイプベンダーを製造するための鋼板とプロファイルは、操作中に高い負荷がかかるため、深い錆が発生しないようにする必要があります。
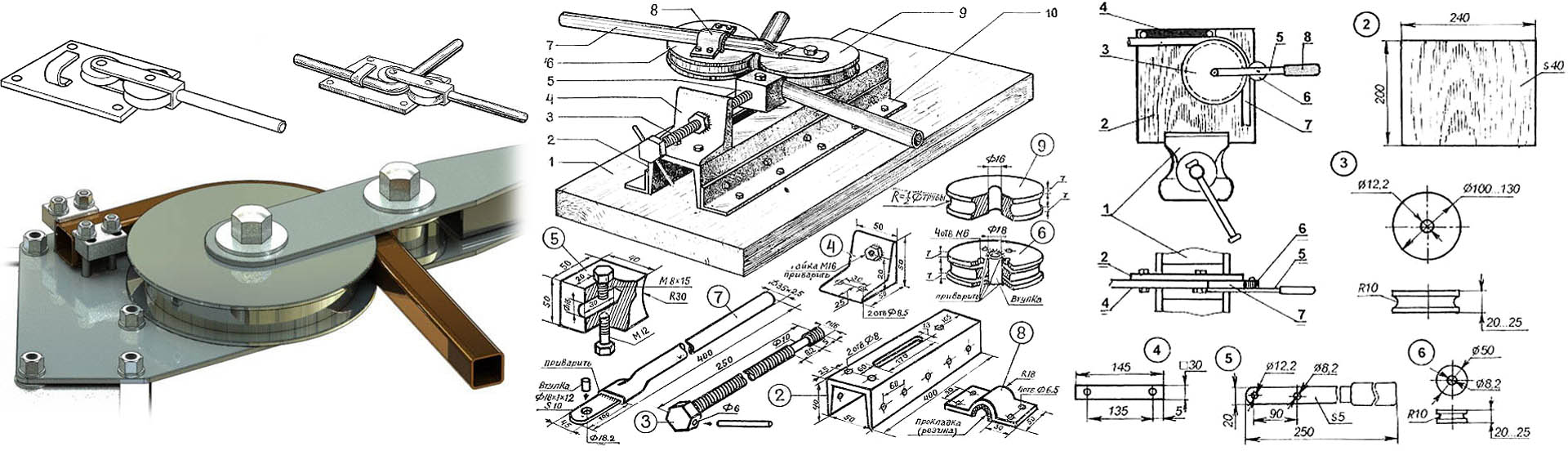
すべての材料を選択して購入する前に、パイプベンダーの製造過程でそれらを購入しないように、すべての構造要素の概略図を含む図面を描く必要があります。
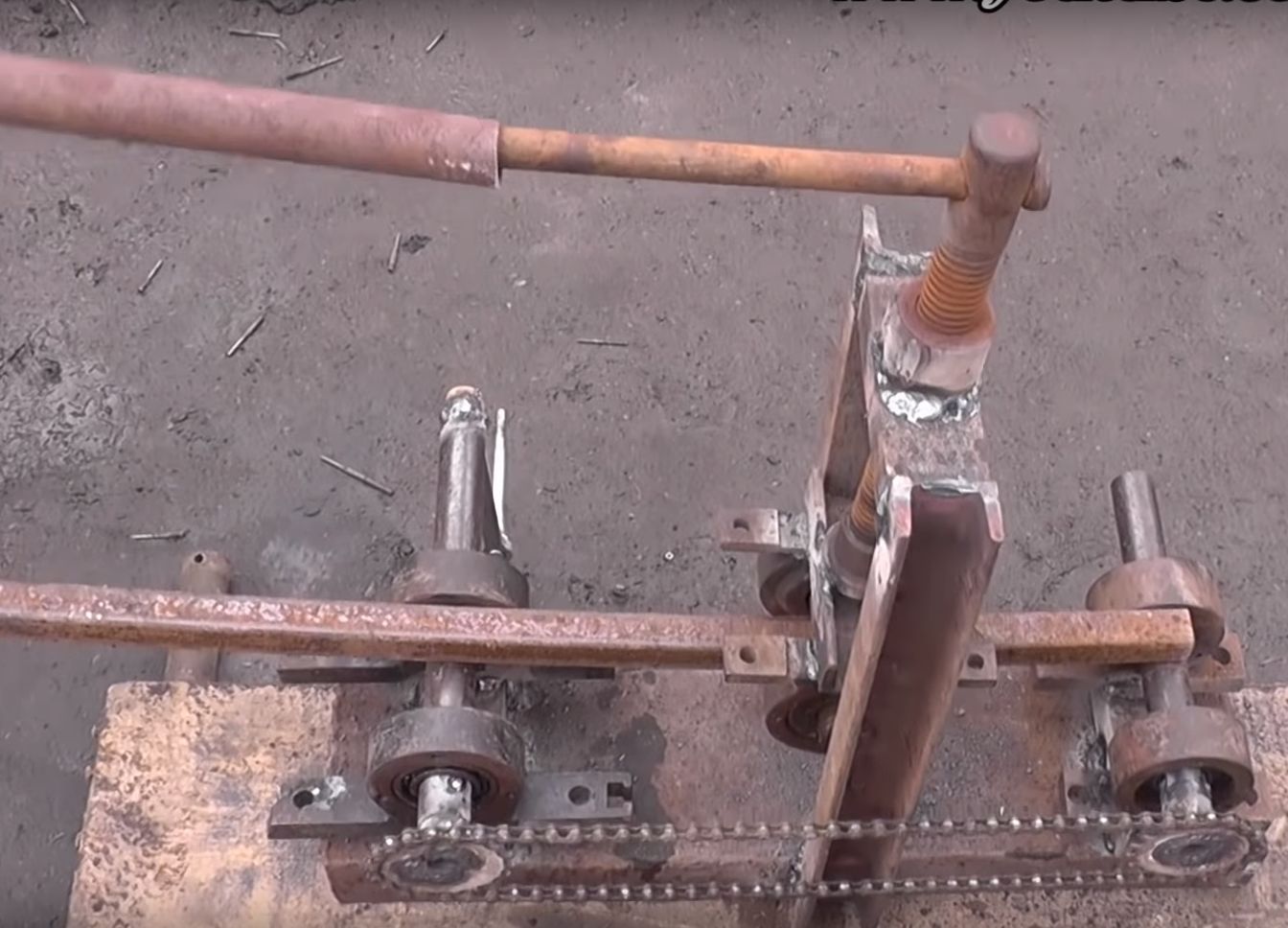
カタツムリパイプベンダーの組み立て工程
機器の組み立ては、図面図の作成から始まります。その後、写真の説明に示されているメインワークフローに進むことができます。
- ツールのベースを2つの平行なチャネルから溶接します。必要に応じて、厚さ5mmの金属板または1つの幅の広いチャネルを使用できます。
- シャフトにベアリングを取り付け、そのような2つの構造をベースに溶接します。シャフトを金属ストリップで制限するか、チャネルの内部キャビティに配置することが望ましいです。
- スプロケットの間にチェーンを伸ばした後、スプロケットを装着して溶接します。
- クランプ機構のサイドガイドをカットしてベースに溶接します。
- 圧力シャフトにベアリングを取り付け、ストリップまたはチャネルからのサイドストップを備えたプレス構造を組み立てます。
- ブッシングのベースを作成し、プレートに溶接します。クランプネジを締めます。
- クランプねじの上端とパイプゲートのドライブシャフトに溶接します。
- ベアリングをエンジンオイルで潤滑します。
いくつかの役立つヒント。
イメージギャラリー
からの写真
チャネルを使用する代わりに、パイプベンダーを既存の金属フレームに溶接することができます
シャフトには強いせん断圧力があるため、外側の溶接は強くなければなりません
チェーンが切れた場合は、少し緩め、溶接済みのスプロケットを装着することができます。
ガイドバーは厳密に平行である必要があります。そうしないと、プレスが常に詰まります。
残りのチャネルの一部は、加圧ローラーガイドとして使用できます
スリーブとネジは、数回押した後にくっつかないように、幅が広く深いネジが必要です。
レバーハンドルの長さを節約しない方が良いです。レバーハンドルが長いほど、より多くのトルクを発生させることができます。
パイプベンダーのベースをサポートにしっかりとねじ込む必要があります。そうしないと、ツールがぐらついたり転倒したりします。
2つのチャネルを溶接する
パイプベンダーのベースにシャフトを溶接する
スプロケットにチェーンを付ける
垂直ガイドバーの溶接
チャネルからの圧力シャフトの組み立て
ねじ山付きブッシングをプレートに溶接する
ネジとドライブシャフトのゲート
作業中のスパイラルパイプベンダー
パイプベンダーを組み立ててテストした後、溶接部をよりよく保存するために防食塗料で構造を塗装することができます。作業の利便性を高めるために、ガイドにスプリングを追加してプレスを上の位置に戻します。










パイプを変形させるための装置は何ですか
小径の薄肉パイプの曲率の変換は、フレームタイプの構造用の金属ブランクの製造において非常にアクセスしやすい段階です。
構造的に多くの共通点があることが明らかになるので、パイプベンダーの図面と写真を検討するだけで十分です。
- ベース(サポート、強調);
- フレームまたはフレーム(オープンまたはクローズタイプ);
- ストラップ、パイプストップまたはホルダー;
- 留め具用のネジまたは万力;
- 圧力、機械的または作業装置(代替電源部分)。
アルミニウム、標準鋼、金属プラスチックパイプの成形は、最も簡単な手動テンプレートタイプのデバイスで行うことができます。
ほとんどのパイプベンダーはコンパクトな機械に似ていますが、独自の分類があります。
- パイプへの衝撃の種類(ランニング、ワインディング、ブローチ、ローリング);
- 移動可能(固定およびポータブル)。
ドライブのタイプも異なります。
- 電気の;
- マニュアル;
- 油圧;
- 電気油圧式。
電気駆動装置または油圧ジャッキを使用する場合、それはすべての電力負荷を引き受け、時間と労力を節約します。しかし、その建設には、少なくとも金属加工用の家庭用機械の建設に関する基本的な知識と経験が必要です。しかし、そのようなデバイスは、既製のデバイスやそれらの複数のレンタルよりも何倍も安価です。
最も人気がありシンプルなデザインは、テンプレートタイプの手動パイプベンダーと見なされています。プロファイルまたは通常のパイプの周囲の一部に沿って曲げることにより、パイプセクションは特定の角度または必要な曲率で変形します。
シンプルなパイプベンダー
ホームワークショップでは、いくつかのタイプのパイプベンダーを作ることができます。ここでの多くは、デバイスのユーザーのニーズに依存します。小径の銅管を常に直角に曲げる必要がある状況では、ジャッキをベースにしたブレイクフレームを備えた固定パイプベンダーを作るのは時間と労力の無駄のようです。
以下は、さまざまなニーズに対応する最も簡単で製造しやすいタイプのパイプベンダーです。
丸パイプ用
最小限の部品で最も単純なパイプベンダーは、ベース、2つのプーリー、ストップ、レバーで構成される手動装置です。
丸パイプを直角以下に曲げるために設計されています。
ベースは単純な金属板にすることができます。プーリーは中央に固定されています。 U字型のブラケットが最初のプーリーの軸に固定されています。ブラケットの端はレバーで続き、中央で2番目の滑車が目に固定され、自由に回転します。最初の滑車の下には、パイプが回転するのを防ぐストップがあります。
このようなパイプベンダーのメカニズムは非常に単純です。丸いチューブはストップと最初のプーリーの間に挿入されます。ブラケットはエッジの1つでストップに接触し、パイプは2つのプーリーの間に挟まれています。レバーでブラケットを回すと、マスターはパイプの端に圧力をかけ、徐々に2番目のプーリーが最初の動かないプーリーの周りに円を描きます。それらの間にクランプされたパイプは、固定プーリーの半径に沿って曲げられます。
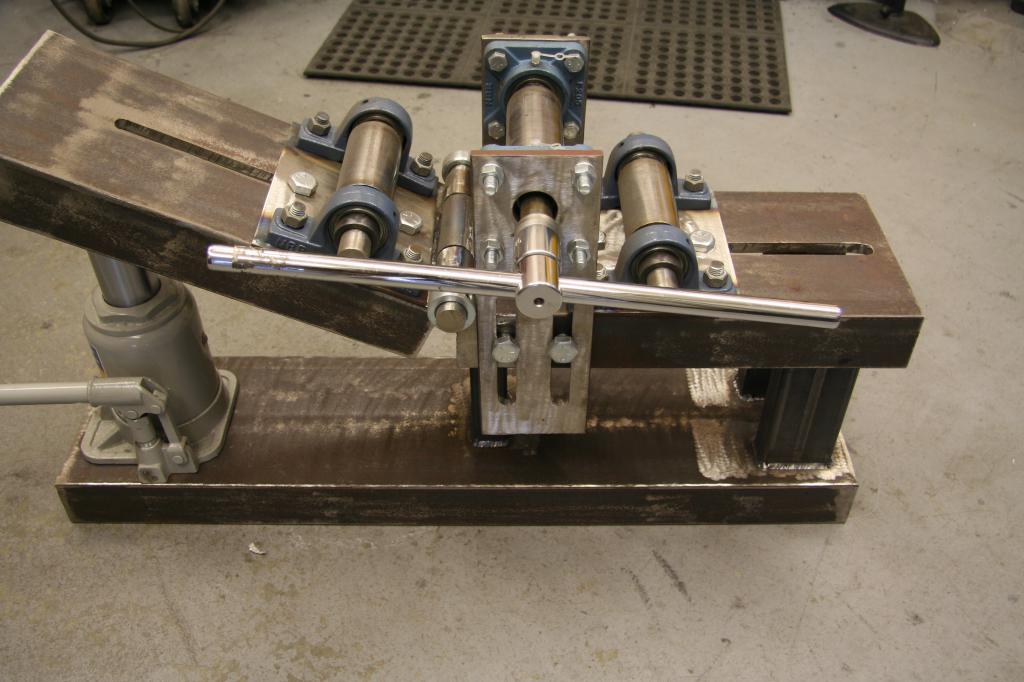
万力から
バイスベンダーは、上部圧力ローラーと下部スラストローラーを接続するフレームを必要としないため、組み立て作業が容易になります。彼にとっては、ローラーシャフト用の壁に穴を開けるのに十分な深さの2つのチャネルで十分です。
スラストローラーは、互いに少なくとも400〜600mmの距離で広いベースに取り付けられます。狭い台座の上に、十分な長さのレバーで回転させて、1つのローラーを組み立てます。次に、構造物を万力に挿入し、ローラーの間にパイプを配置して締めます。レバーのハンドルを回転させることにより、パイプまたはプロファイルがローラーローラーを介して引っ張られます。










このモデルは、可能な限りポータブルであり、必要な場合にのみツールボックスから取り外すことができるという点で便利です。
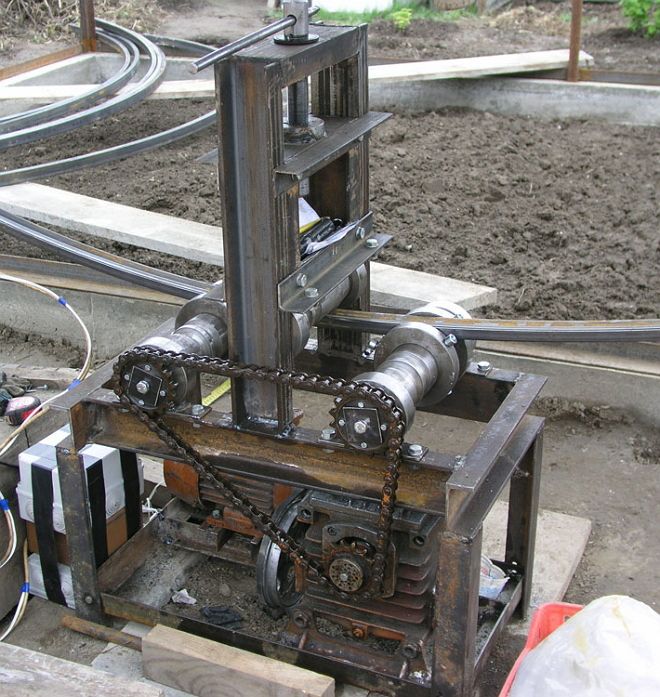
自家製ローラー
ローラーパイプベンダーは、異なる構成にすることができます。これは、2つのレバー、プーリーと圧力ローラーで構成される単純な手動メカニズム、または電気ドライブまたはガソリンドライブを備えたかなり複雑なローリングデバイスのいずれかです。
このパイプベンダーの重要な特徴はローラーです。ローラーは、パイプを転がして圧縮するか、さまざまな側面からパイプを圧迫します。ローラーの断面に応じて、デバイスは丸いパイプまたは成形パイプ用に研がれます。
前者の場合、2つの隆起の間のローラーの内面は凹面になり、後者の場合、それは均一になります。
設計図:
ジャックから
油圧ジャッキを使用してパイプを押すと便利です。その使用は、丸くて形作られた鋼管、大きな直径または厚い壁で正当化されます。油圧ジャッキは3トン以上持ち上げることができることを考えると、曲げることができるパイプの直径と太さは、システム自体の設計と、ワークピースを引っ張っているときにレバーをスクロールできるかどうかによってかなり制限されることがわかります。
図面と寸法:
ローラーハンドルレバーの長さが十分にあるため、このタイプのパイプベンダーは、深刻な材料を扱う場合に必要な物理的強度が最小になります。
クロスボウタイプ
製品が短い長さに曲がるときに使用されます。
パイプベンダーは、地面と平行に配置された金属製の三角形のフレームにちなんで名付けられました。
このフレームの上部には、円形または成形パイプに向けられた2つのサポートがあります(これは、ストップのノッチの形状によって異なります)。 3番目の頂点には、パンチのあるロッド、つまり外側に湾曲した円弧があります。 2つのストップ間で変形するパイプにパンチを押し付けるには、通常、油圧シリンダーが使用されます。日常生活では、油圧ジャッキに交換するのが最も簡単です。
自家製クロスボウタイプのパイプベンダーの図面:
したがって、油圧ジャッキを備えたクロスボウパイプベンダーの製造には、三角形のフレームを溶接する必要があり、その上部にストップがあり、クランプロッドが配置されます。
パイプ曲げ装置の分類
鋼管を曲げるための装置は次のように分類されます。
- 移動度別(固定およびポータブル);
- ドライブのタイプ別(手動、電気、油圧、電気油圧);
- 作用機序(ランニング(ローラー)、ワインディング、ロッド(クロスボウ)によるアクション、ローリング)に応じて。
パイプベンダーがパイプに衝突する方法の本質は次のとおりです。
で走っている
この方法では、パイプの一方の端をクランプし、固定テンプレートを使用して必要な曲げを与えます。ピンチローラーは、テンプレートの周りに製品を転がすために使用されます。
慣らしパイプベンダーの図面
巻き取り
このような装置では、パイプは、パイプが巻かれる可動テンプレート(ローラー)に押し付けられ、回転ローラーと曲げ点の始点に設置された特別なストップの間で伸びます。

巻線の原理で動作するパイプベンダーのスキーム
クロスボウパイプベンダー
このようなパイプベンダーでは、パイプは2つの固定ローラー上に置かれ、曲げは可動ロッドに固定されたテンプレートによって実行されます。テンプレートはパイプの固定部分の中央を押し、それによって必要な曲げ角度を与えます。








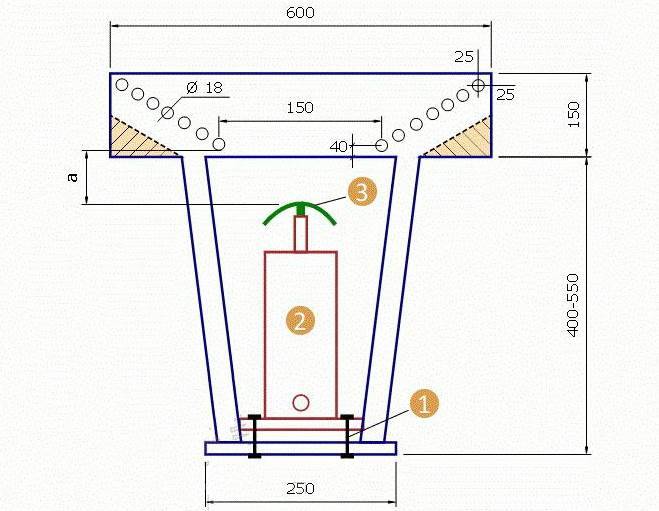
クロスボウパイプベンダーの図:2-ジャック、3-靴(パンチ)
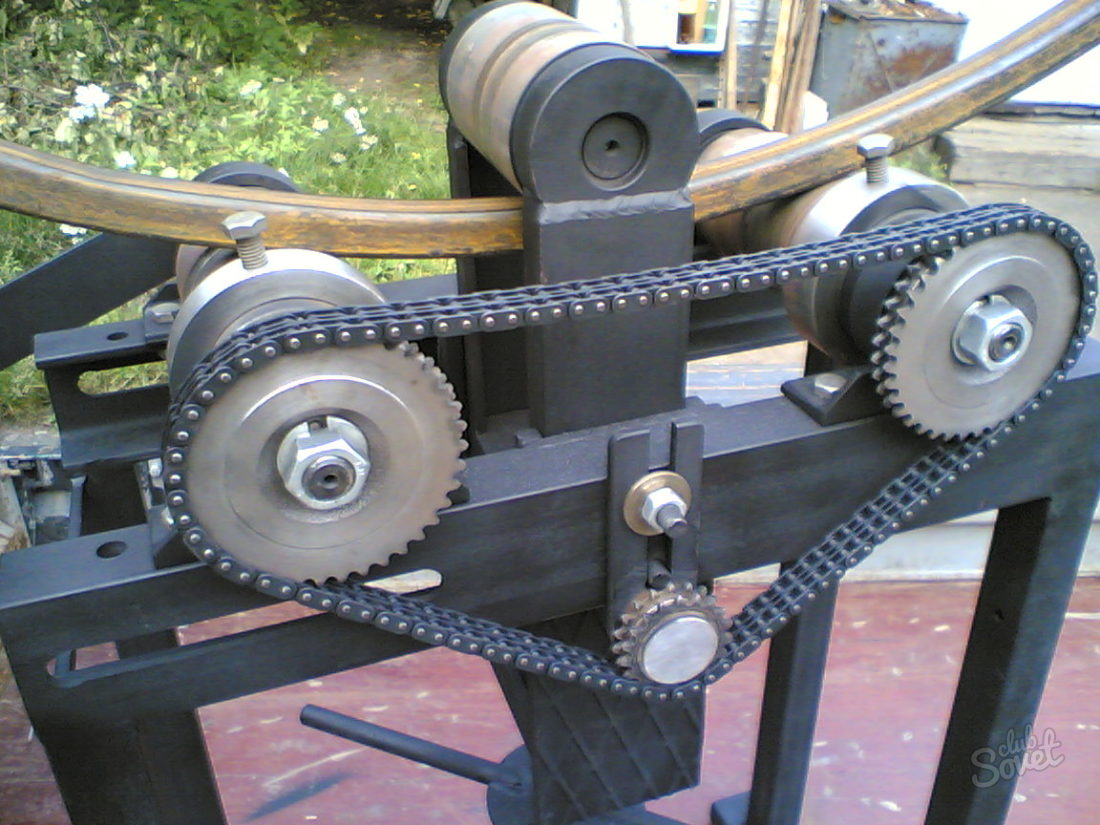
ローリングまたはローリング
必要な曲げ半径は、2つのサポートと1つの中央ローラーに基づいた設計の3ロールデバイスを使用して取得されます。中央のローラーがパイプに圧力をかけ、その位置がパイプの曲げ半径を決定します。より普遍的であり、他のすべてのマシンでは、曲げ半径は使用するテンプレートによって異なります。

コンパクトな寸法の手動ローリングチューブベンダー
巻線の原理で作動するパイプベンダーの製造は単純ではないため、このような装置は主に工業的な方法で製造されます。クロスボウ方式には、もう1つの大きな欠点があります。それは、テンプレートが取り付けられたストックからの圧力(シューと呼ばれる)が上部に集中することです。パイプへのこの衝撃の方法は、曲がりの外半径に沿ってその大きな伸びをもたらし、それは壁の厚さの減少、さらにはその破裂を伴う可能性があります。薄肉製品の曲げにクロスボウ法を使用することは特にお勧めしません。

ローリング(ローリング)タイプの自家製パイプベンダーの例
圧延(圧延)の原理で動作する機械は、実際には上記の欠点のすべてを持っているわけではなく、この技術は工場でのベンドの製造に使用されます。
日曜大工のパイプ曲げ機は、異なる設計にすることができます。タイプの選択は、必要な半径に基づいて行う必要があります。鋼管を曲げるための装置の特定のモデルの選択が実行される推奨事項のリストがあります。考慮すべき重要なパラメータは、パイプの壁の厚さとその全体の直径です。パイプベンダーで作業を開始する前に、鋼管を曲げるために可能な最大半径を表示する表のデータに精通していても問題ありません。
パイプの直径と肉厚に対する曲げ半径の依存性
このような推奨事項で指定されている曲げ半径よりも小さい曲げ半径を得るには、主に製造条件で使用される熱間圧延を使用する必要があります。マンドレルを備えたデバイスは、自宅で作成するのがより難しいため、ローリングデバイスを優先して、自分で作成することはほとんどありません。
パイプの熱間圧延を独立して行うために、日曜大工のパイプベンダーを使用することもできますが、完全に金属でできており、フレームの信頼性が高いことが条件です。このような技術的操作を実行するには、さらにトーチランプまたはガスバーナーが必要になります。
何を曲げますか?
つまり、どのような曲線が必要ですか?これは、特定のジョブに必要なパイプベンダーのタイプを決定する2番目の要素です。
家庭の分野では、ほとんどの場合、痕跡が必要です。パイプベンドのタイプ(図も参照):

パイプベンドの種類
- 汎用-さまざまな種類の配電パイプライン、換気装置、有線通信の入力、産業機器の部品、機械、メカニズムなど。何よりもサイズを曲げたり、小さいサイズで再組み立てしたりします。それほど頻繁ではありません-中央の半径に沿って。配管および入口装置の詳細では、許容される欠陥は許容されます。ガスおよび蒸気パイプラインの部品の曲がり、技術装置の部品は、製品の仕様で特に指定されていない限り、デフォルトで欠陥がありません。
- 建物の弧は、建物構造の管状の湾曲した部分であり、突然の破壊の危険なしに、長期間にわたって操作上の負荷を運ぶことができます。プロファイルに沿って、大きな半径に沿って、場合によっては中程度の半径に沿って、ほぼ排他的に曲がります。個人の家庭の区画で、この種の詳細の最も人気のあるタイプは、温室や他の別棟用のプロのパイプからのアーチです。許容される欠陥のうち、タフィーはパイプ内腔の断面積の5%以下で許容されます。
- 建築形態-曲がりの半径は、小さいものから大きいものへと符号が変化します(場合によっては一方向に、次に他の方向に)。曲げプロファイルの「破損」により、支持力は同等のサイズのアーチを構築する場合よりもはるかに低くなります。同じ理由で、摩耗していない部分が突然破壊される可能性があります。曲げ-分解のプロファイルに従って;まれに-サイズが。適用範囲ランドスケープデザイン用の軽量の非住宅構造:ガゼボ、アルコーブ、花の廊下とトンネル、装飾的なトレリス、フェンスなど。住宅および一時的に居住する構造物の建設では、それらは追加の耐力要素と組み合わせてのみ使用されます。許容される欠陥は許容範囲であり、ほとんどの場合、内腔面積の20〜25%でも許容されます。
ワインディングパイプベンダーを作る
このようなパイプベンダーの動作原理は前のものと似ていますが、スイベルローラーの代わりに、ワークピースを曲げると、水平ガイドに沿ってスライドする移動ストップが生成されます。
ワインディングパイプベンダーには次のものが含まれます。
- プロファイルされたセクター。その角度によって最大許容曲げ角度が決まります。
- ボールベアリングアセンブリ内で自由に回転できる短い垂直軸。
- 可動ストップを形成する2つの隣接するローラー。
- 片面ガイド。
- ストロークリミッターを停止します。これにより、操作中の自発的な変位がなくなります。
- プロファイルセクターをカバーする安全フォークで、ワークピースの位置決め精度を向上させます。
構造的には装置はより複雑ですが、限られたスペースの条件で変形が可能であり、角度の変更はローラーを変更することではなく、クランプ装置の初期位置を調整するだけです。このようなパイプベンダーは、油圧または電気駆動オプションで利用できます。
日曜大工のテンプレートパイプベンダー
テンプレートに従った手動曲げは、(空間を含む)パイプ曲げの最も簡単な技術です。多くの場合、ベンドで加熱されたワークピース(ガスフレームバーナーやブロートーチなど)で使用されます。金属の可塑性が高まり、変形力が低下します。
テンプレートパイプベンダーの説明:
- パイプが挿入されるアンカー型のリテーナ。
- パイプの外径の弧に対応するくぼみが軸に沿ってある可動/交換可能なストップ。
- 固定穴付きプレート。
ストップの反対側に斜角が作られ、その角度は曲げ角度の必要な(曲げ後!)値に対応します。
すべての部品を通常の構造用鋼(たとえば、鋼45)で作成することもできますが、U10A鋼タイプの工具鋼で作成すると、停止が長持ちします。
ステップバイステップのインストールは次のとおりです。ベースプレートにラッチを取り付け、同軸に重点を置きます。部品間の間隔は、R/d比の既知の範囲内で考慮に入れる必要があります







パイプの曲がった部分を通過するときは、曲率半径の推奨値を維持することが非常に重要です。
GOST 17685-71に従って、次のように受け入れられます。
- SD
- SD
- SD
- SD
これらの制限は冷間曲げに適用されます。変形可能な部分を加熱することにより(1500°C以下)、与えられた値を12〜15%減らすことができます。このタイプのパイプベンダーは最大角度を制限しませんが、450を超える角度では、ワークピースに折り目が形成され、パイプセクションは元の形状を失います。
パイプ曲げ機分類の設計
自分の手でパイプベンダーを作り始める前に、デバイスのオプションを確認する必要があります。パイプ曲げ機のオプションを知っているので、即興の手段から自宅でそれを実装するためにあなた自身のために最良のものを選ぶことは難しいことではありません。検討中のデバイスは、次の要因に従って分類されます。
宿泊施設の種類-固定式および移動式
駆動機構のタイプ-手動、電気、油圧
素材への影響の仕方
衝撃の種類に応じて、パイプベンダーはローラー、クロスボウ、ワインディング、ローリングであるため、特別な注意が必要なのはこの基準です。
多くの人は、これらすべての装置が露出方法の点でどのように異なるかを理解していません。したがって、パイプベンダーで湾曲したパイプを作成する方法の説明を行う前に、各種類の特徴を確認します。
単位は何ですか?
プロファイルパイプを曲げるのに、金属圧延の助けを求めたり、特別な工具を購入したりする必要はありません。これは、地面に埋められた2本の金属製の支柱の助けを借りて行うことができます。ただし、この方法には重大な欠点があります。つまり、肉体的な努力が必要です。その結果、パイプが不正確に湾曲し、温室、アーチ、またはその他の製品の建設には適していません。
パイプベンダーは、きちんと湾曲したパイプ形状を作り出すことができるように設計されています。これらのユニットは、その後、アーチ、温室、天井、アーバー、フェンスなどの建設に使用されます。あなたが家で温室を建てることに着手したならば、あなたは自家製のパイプベンダーを設計する必要があります。このための即興の製品やツールがあれば、自分の手でデバイスの設計を実装することは難しくありません。
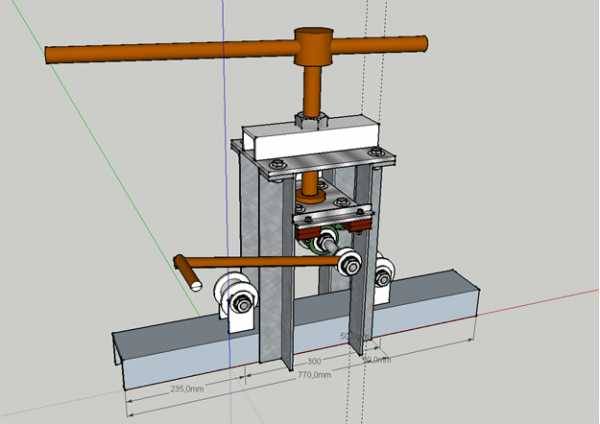
プロファイルパイプ用の日曜大工のローラーパイプベンダーを作成するには、図面に注意する必要があります。これらは、必要な材料の量と、自家製のユニットを製造するためのコストを計算するために使用されます。

製品の計画されたデザインは、利用可能な材料に応じて図面に適用されます。

ほとんどの職人はフロントタイプのパイプ曲げ機の製造に立ち寄ります。このような製品は、次のコンポーネントで構成されています。
- 丸鋼管の形で提示されたローラー(必要なローラーの数は3個です)。
- シャフトを駆動するチェーン。
- 回転の軸。
- デバイスを駆動するメカニズム。
- ベースまたはフレームを作成するために使用されるプロファイル。
問題の製品には膨大な数の製造オプションがありますが、それらはすべて圧延または圧延の原理に基づいて動作することは注目に値します。パイプの破損やひび割れのリスクを減らすことができるのは、このパイプ曲げの原理です。
単純なパイプベンダーは、プロファイルパイプが挿入された後、ハンドルが回転し、その回転中にパイプが動き始め、曲げが形成されるユニットの形をしています。
自宅で自家製のユニットを設計する場合、曲げパラメータは設計自体に依存することを考慮することが重要です。加圧ローラー同士が接近しているほど、角度は小さくなります。これは興味深いです:鶏を産むための鶏小屋を作る方法:私たちは詳細に理解しています
これは興味深いです:鶏を産むための鶏小屋を作る方法:私たちは詳細に理解しています
トピックに関する結論と有用なビデオ
提示されたビデオは、ダイナミクスで自家製パイプベンダーを作成するための上記の推奨事項を確認するのに役立つだけでなく、即興の材料からこれらのツールを組み立てるための追加オプションを紹介します。
ビデオ#1ロールタイプのジャックベンダー:
ビデオ#2ジャックパイプベンダーの作成:
ビデオ#3ハブからのパイプベンダーの組み立て:
ビデオ#4カタツムリパイプベンダーの製造:
金属プロファイルを曲げるための自家製ツールの種類は、提案されたオプションに限定されません。これは、日曜大工のパイプベンダーは、農場で入手可能な任意の部品から作成できるためです。
主なことは、2つのラック間のパイプまたはローラーシステムを押してプロファイル全体を一度に変形させるクランプメカニズムを構築することです。
自分の手でパイプベンダーを作った経緯についてお話したいですか?記事に記載されていないツールのバリエーションが武器庫にありますか?以下のブロックに書き込み、有用な情報、記事のトピックに関する写真を共有し、質問をしてください。



