仕事の段階
ポリエチレンラインの日曜大工溶接は、電気融合法を使用して可能です。
指示は次のように提示できます。
- 準備;
- セントラライザーによる固定とカップリングの取り付け。
- 溶接機のカップリングへの接続。
- 溶接;
- 接続の下からのデバイスの取り外し。

溶接は自宅で行われることになっていますが、それでも端は特別なツールであるパイプカッターで切断する必要があります。これにより、接続時に位置合わせを改善できます。ハンドスクレーパーまたはロッドを使用して、接合部から酸化物の堆積物を除去する方が便利です。除去する層は、パイプの端から約200mmの位置にある必要があります。得られたチップは、同じスクレーパーで取り除く必要があります。接合部はアルコールで脱脂する必要があります。この段階で、特別なナプキンを使用できます。セントラライザーに最も正確に配置するために、カップリングの寸法に応じて線をマークすることができます。これらの値によると、パイプとカップリングを固定する方が便利です。

組み立てられた構造は、安全規則に従って固定する必要があります。溶接機の端子は、カップリングのコネクタに接続する必要があります。デバイスがオンになり、カップリングの表面にあるバーコードを認識します。ほとんどの溶接機のモードは自動です。カップリングの加熱と冷却の期間は、暗号が認識された瞬間に設定されます。溶接プロセスは、コードが読み取られた後に開始され、可聴信号で終了します。パイプを冷却するには、7分間そのままにしておく必要があります。そうして初めて、クランプがセントラライザーから解放され、はんだ付けの場所の下から機器を引き出すことができます。

PEパイプ接続の種類

ポリエチレンパイプは、さまざまな方法で1本のラインに接続できます。さらに、それらのそれぞれは特定の条件に適しています。
- そのため、HDPEチューブをフィッティングとカップリングで接合すること(ソケット溶接)は、主に家の配管システムの内部を配置するために使用されます。
- 突合せ溶接を使用した日曜大工のパイプライン設置。この方法は、屋外の目的で通信の拡張セクションをインストールするために使用されます。同時に、パイプを土の表面と溝の両方に敷設し、続いてそれらを土で覆うことができます。
- 電気溶融溶接。このHDPEチューブの接続方法は、スパイラル要素が組み込まれた特殊なプラスチックカップリングを使用して製造されており、電流が流れると熱くなります。
それぞれの方法を詳しく見ていきましょう。
特殊性
主な難しさは、ポリエチレンパイプの操作上および技術上の品質が、ポリプロピレンパイプの品質特性と多くの点で類似していることです。また、腐食の影響を受けません。パイプの内面はコーティングされていません。パイプは耐薬品性に優れています。素材は環境に優しく、長寿命です。

違いの中で、専門家は低い耐熱性に注意します。したがって、HDPEパイプは冷水供給および換気システムにのみ使用されます。ガスパイプラインの設置に使用されることもあります。 40〜50度を超える環境で輸送する場合は、ポリエチレンパイプを使用できます。例外は架橋ポリエチレンで、+95度までの温度での動作が許可されています。ポリエチレンパイプは耐霜性に優れているため、-70度までの温度で使用できます。

HDPEは、直径20〜1200mmで市販されています。さまざまなオプションがあるため、さまざまな分野で広く使用されています。水道管に加えて、内外両方の下水道用に大口径のラインも購入されています。







HDPEパイプの技術的特性は、ベース(低圧ポリエチレン)の特性によって決まります。軽量でパイプラインの設置が容易で、数十気圧の圧力に耐えることができます。材料のマイナスの性質のうち、ゼロ未満の温度(HDPEがガラス状になる)で使用する可能性は限られており、高温(40度以上)ではHDPEの剛性が失われることに注意してください。 70度に加熱すると、ポリエチレンベースのサイズは大きくなりますが、それほど大きくはありません。
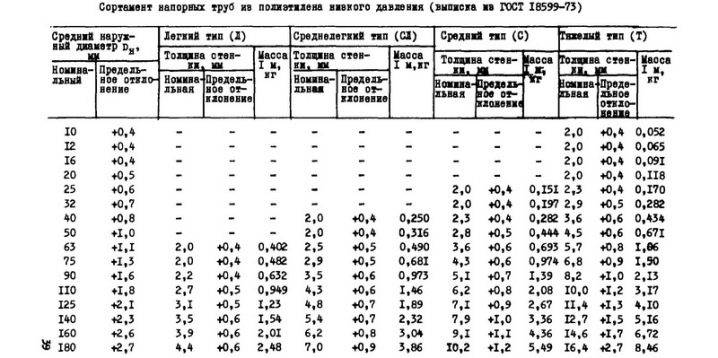
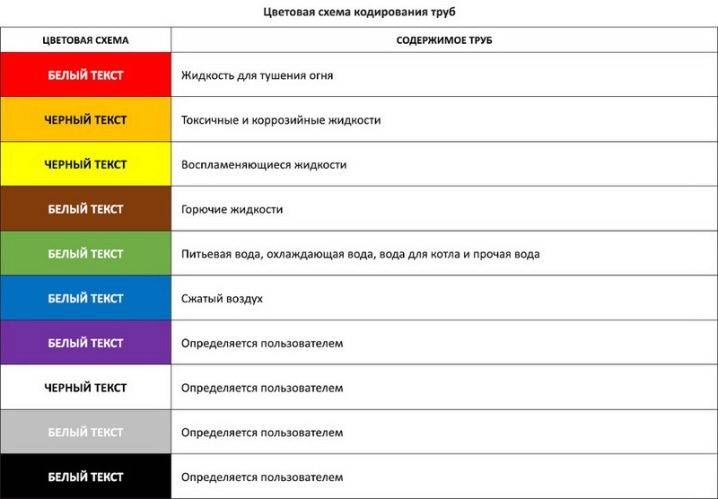
HDPEの範囲は、2001年に公開されたGOSTによって規制されています。高速道路の表面の1つに付けられたすべてのマーキングは、規格に準拠しています。マーキングにより、適切なオプションを非常に簡単に選択できます。最初の文字にはサプライヤの名前が含まれ、次にPEの品揃え(たとえば、1000 mm)が含まれます。この表には、線の太さ、可能な作動圧力と最大圧力、製造日、およびロット番号の指定も含まれています。
マーキングの技術マップには、ストライプの形で色の指定も含まれています。ソケットが黄色に塗られている場合、パイプはガスパイプラインに使用できます。ストリップが青色の場合、パイプからの給水のみを行うことができます。パイプ接続スキームは、5〜25メートルの標準的な市販のセグメントを考慮して作成されています。主な水道管は通常、注文に応じて作成され、長さは最大0.5 kmであるため、接続の数は最小限に抑えられます。
溶接の品質を管理します
上記のいずれかの方法で溶接継手を取り付ける場合、溶接の品質を正しく評価することが非常に重要です。パイプラインのこのセクションを使用できるかどうか、またはすべてをやり直す必要があるかどうかによって異なります。

2つの通常の溶接を備えた部品
実際にはそれほど多くの評価基準はなく、それらを覚えるのは非常に簡単です。
- 品質の最も重要な兆候は、パイプの全周に均一なポリエチレンローラーが存在することです。ローラーが湾曲している場合、またはローラーの代わりにくぼみがある場合は、接続を使用できません。
- 次の重要な要素はアライメントです。接合部のわずかな変位は許容されますが、パイプ壁の厚さの10%を超えてはなりません。

ずれた場合の不良箇所の写真
- 溶融ポリエチレンロールの高さも制限されています。壁が5〜10 mmのパイプの場合、この値は2.5〜3 mmであり、壁が最大20 mm〜5mm以下のパイプの場合です。
もちろん、低圧パイプラインまたは非圧力通信を設置している場合は、わずかな偏差を無視できますが、それでもこれを行うべきではありません。その後、既存のパイプを修理するよりも、新しい溶接継手を作成する方がはるかに簡単です。







溶接パラメータと操作の順序
突合せ溶接オプションには次のものがあります。
- 両端の圧力の程度。
- 材料が溶ける温度。ブランドによって異なります。
- 両端が発熱体に押し付けられる力。
- 処理期間。

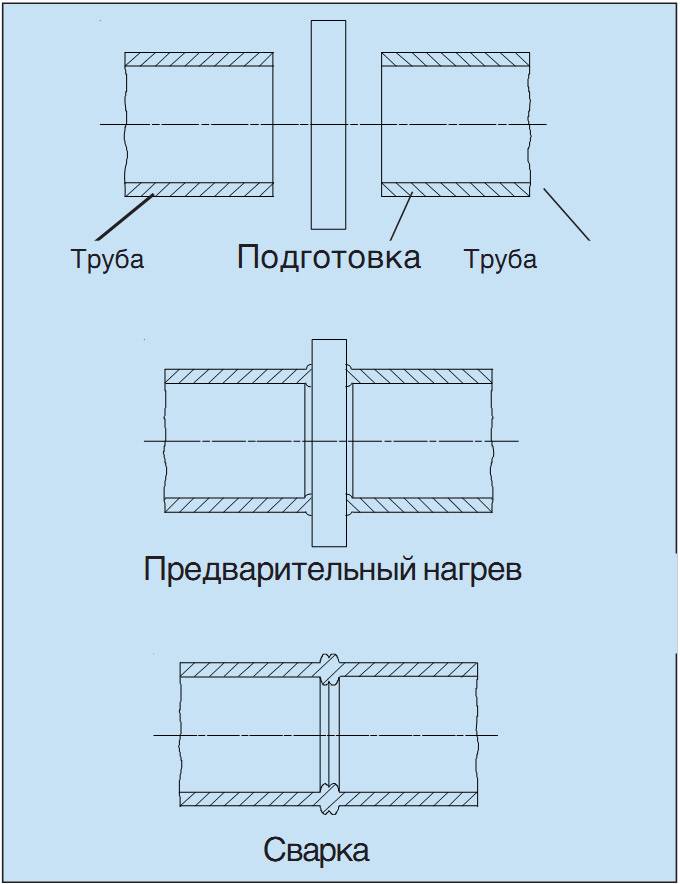
操作のシーケンス:
- ポリエチレンパイプを溶接する最初のステップは、接合するパイプの端をきれいにすることです。
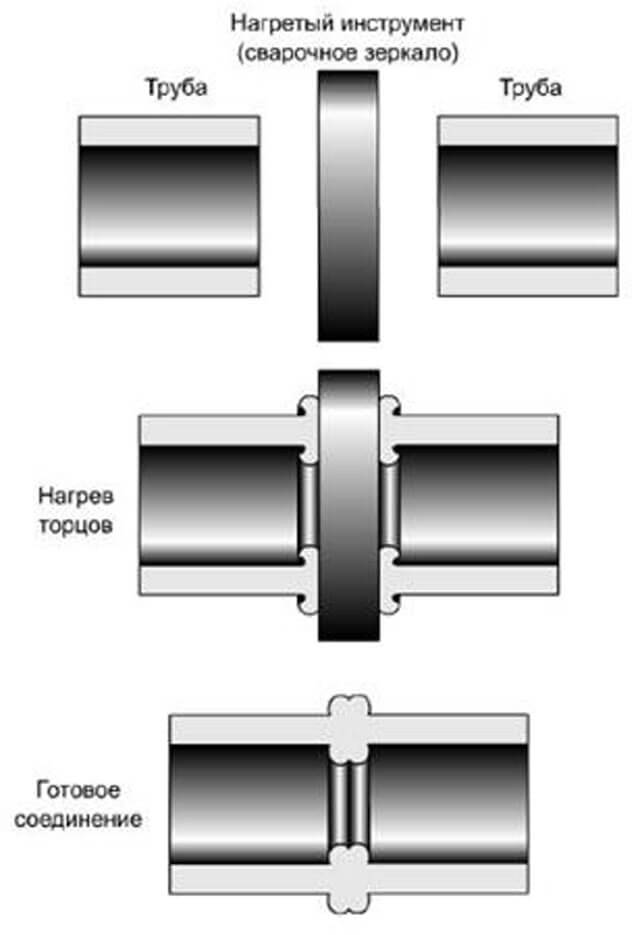
- ポリエチレンが溶接されるデバイスのセントラライザーの固定パイプ。パイプの端をカッターで処理して、軸の垂直性を確保します。同時に、仕上がりのワークに隙間がないかチェックします。
- パイプの端を溶接ミラーで融点(約220°C)まで加熱します。
- 必要な力でパイプの端を押します。
- 完成したパイプをデバイスから取り外します。
プラスチックパイプがどのように溶接されているかを理解するために、当社のWebサイトのビデオでより詳細な情報を提供します。したがって、必要な機器があれば、自分で作業を行うことができます。
当社のウェブサイトでこのトピックの詳細:
- ポリプロピレンパイプの溶接-プロセスビデオ低コストで接続が簡単なため、プラスチックパイプは熱および配管システムの設置において主導的な地位を占めています。金属構造物と比較して、ポリプロピレンパイプ..。
- 溶接用電極の種類-ビデオ上の電極を使用した溶接溶接電極は、さまざまな材料の部品を溶接するプロセスで使用されるさまざまな長さの金属棒です。彼らの主な目的は、電流を...に供給することです。
- 初心者のための溶接-ビデオレッスン溶接という言葉の下では、加熱の結果として、部品間に分子間および原子間結合が確立される技術プロセスを理解することが一般的に受け入れられています。したがって、直接材料が接続されます。多くの場合…
- 溶接ビデオチュートリアル-初心者の溶接工のためのインバーターを使用した溶接レッスンを見る初心者は、よくある間違いを避け、作業品質と安全性を高めるために、溶接ビデオチュートリアルを見る必要があります。あなたは常にそれを覚えていなければなりません…
この資料へのリンクをソーシャルネットワークで友達と共有します(アイコンをクリックします)。
溶接指導
ポリエチレンパイプを選んだ場合、あなたは賢明に行動しましたが、今でも正しく取り付ける必要があります。学びましょう
基本的なルール
選択する技術(ポリエチレンパイプの電気融合または突合せ溶接)に関係なく、次のような重要な原則に従う必要があります。
- 結合する要素は、互換性がなければなりません(構成と物理パラメータの両方で)。
- ポリエチレンパイプの突合せ溶接は、部品の直径が同じで壁の厚さが等しい場合にのみ実行できます。
- エッジは徹底的に洗浄し、脱脂する必要があります。
- 接続プロセスに関与しない構造の端は、プロセスに悪影響を与える冷気への暴露を避けるために、プラグで閉じる必要があります。
- 作業中は、外部環境の影響を最小限に抑える必要があります。
- 暑さの中で、日光が接続領域に到達しないようにしてください。
- 風の強い天候では、突風に対するバリアを作成します。
- 寒い季節には、仕事のために部屋を暖めることをお勧めします。
- 構造物の溶接および冷却中は、システムへの機械的影響を排除してください。
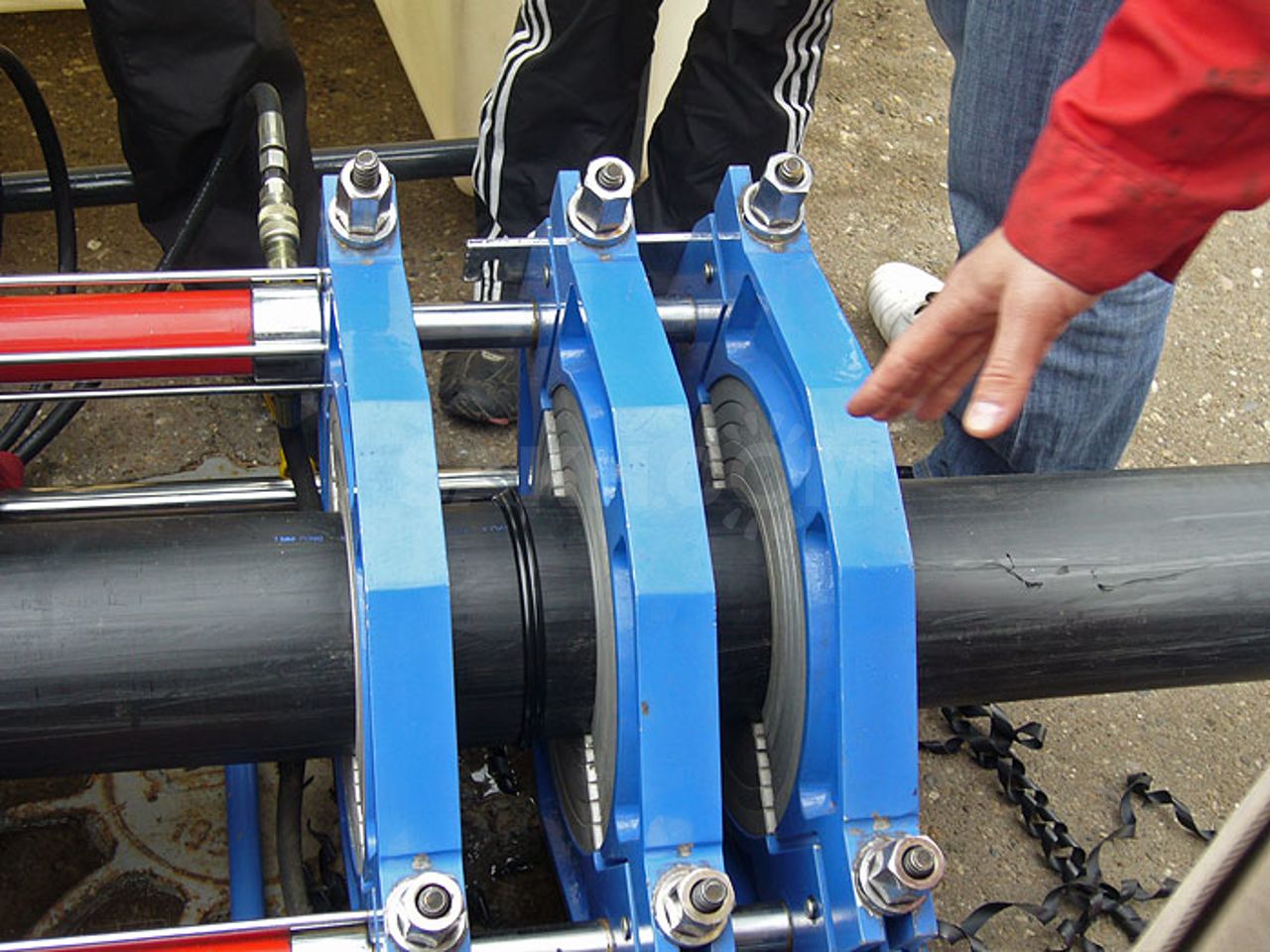
それでは、ポリエチレンパイプの溶接技術が突合せ溶接であり、電気融合法を使用していることを詳しく考えてみましょう。
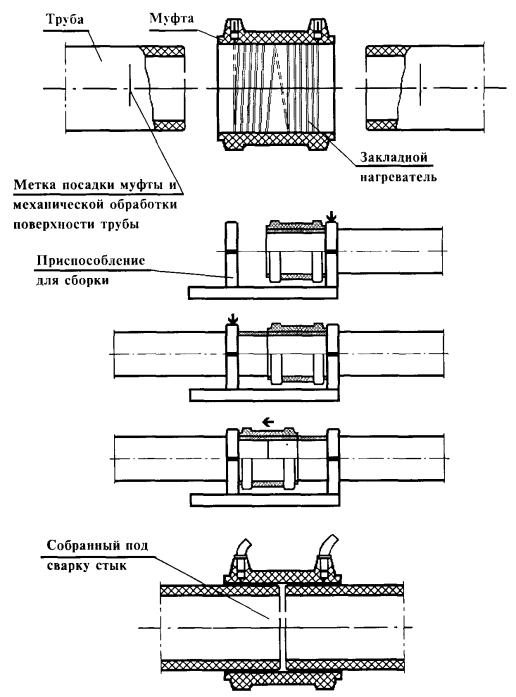
 電気融合技術のフォトフラグメント:付属のヒーター
電気融合技術のフォトフラグメント:付属のヒーター
電気融合接続
このタイプの溶接は、サーミスタ溶接とも呼ばれ、さまざまな壁の厚さと直径の要素を固定するため、および非圧力パイプライン(排水設備、重力下水道など)を設置するために使用されます。
この技術を使用して接続するには、特別な電気融合継手が必要になります。ここで、作業の順序を覚えておいてください。
- システムを設計します。
- 必要なパイプやその他の部品の数を計算します。
- 買物をします。
- 計画で提案された長さの断片に構造をカットします。カットがまっすぐであることを確認し、システムへの溶融材料の流入を避けます。
- カップリングを含む部品を準備して清掃します。要素の表面をアルコールで脱脂し、雑巾に塗るのは不必要ではありません。
- エレメントの表面が酸化している場合は、専用のスクレーパーで余分な部分を取り除いてください。
- 位置合わせに注意して、ポジショナーの要素を固定します。
- ほこりが入らないように粘着テープで接合部を包みます。
- プラグで構造の開放端を閉じます。
- クラッチ端子に電圧を印加してください。
- ウォームアップした要素が一緒に保持されるまで待ちます。
ポリエチレンパイプのサーミスタ溶接は、接続された要素が動かない場合にのみ実行する必要があります。同じ位置で、継ぎ目が完全に冷えるまで構造を維持する必要があります。
 これは、スプライスのセットアップがどのように見えるかです
これは、スプライスのセットアップがどのように見えるかです
突合せ溶接
ポリエチレンパイプの突合せ溶接の技術とパラメータは、要素が分子レベルで接続され、より強力な継ぎ目を形成するため、より興味深いものです。この方法は、直径50 mm、壁厚5mmの要素を取り付けるために使用されます。
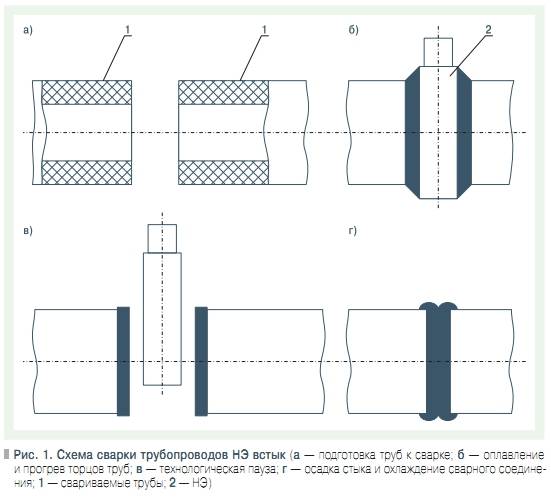
この方法では、製品の端を特殊な加熱装置で加熱してから溶かし、この状態で接合して、単一の全体と完全な継ぎ目を形成します。
ポイントNo.7までのこのタイプの溶接の手順は、前の接続オプションと同じです(作業にカップリングが必要ないことを除いて)。
溶接する要素の加熱および冷却時間を決定するための表
そして、それは異なり、この「シナリオ」に従って進みます。
- 加熱プレートがそれらの間にあるように、要素の端を装置に挿入します。
- エッジをプレートに押し付け、溶融プロセスまでプレス圧力を変更しないでください。
- 基準に準拠して要素を加熱します(ポリエチレンパイプを溶接するための以下の表がこれに役立ちます)。
- プレートを取り外し、両端をドッキングして、それらに均一な圧力をかけます。
- 結び目を持ち、ポリエチレンが冷えるのを待ちます。
ベルテクノロジー
HDPEパイプのはんだ付けはいくつかの方法で行うことができます。これらのプロセスには特に複雑なことはありませんが、溶接工はどちらの方法が自分に最も適しているかを判断する必要があります。





ソケット接続技術があります。 「カップリング」と呼ばれることもあります。その本質は、特殊な装置(フィッティング)の助けを借りて要素を接続することにあります。それらに加えて、あなたは仕事のための設備、すなわち溶接機を必要とするでしょう。小型製品(最大50mm)には手動モデル、大径ポリエチレンパイプ(40mm以上)には機械式モデルを選択できます。
また、作業用のアダプターや溶接ノズル、および製品を切断するためのさまざまな工具を準備することを忘れないでください。
このような溶接を行う場合、パイプの外側部分を継手の内側に接続する必要があります。これらの表面は両方とも溶接ノズルによって加熱されます。パイプはスリーブによって加熱され、継手はマンドレルによって加熱されます。
ポリエチレンパイプを溶接するための装置はかなり高価です
ソケット溶接の実際のプロセスは次のようになります。
- 溶接機は必要な温度に加熱されます。
- 継手はマンドレル上で可能な限り引き伸ばされ、同時に、パイプの端が止まるまでスリーブに取り付けられます(これはすべて非常に迅速に行う必要があります)。
- 部品のサイズの違いにより、余分な層が現れます。これは、加熱されると溶けて、バリと呼ばれる小さなローラーの形で這い出します。
- ビードはパイプの直径を小さくし、それによってパイプが溶接ノズルに入り、フィッティングでマンドレルと位置合わせできるようにします。
- すべての部品は、停止するまで加熱ノズルに移動する必要があり、この瞬間に達したら、部品への圧力を停止する必要があります。
- さらに、すべてのフラグメントは必要な時間この位置に保持されます。
- 時間の終了後、フィッティングが取り外され、パイプがノズルから取り外され、これらの部品が可能な限り組み合わされます。
- はんだ付けされた破片が冷えた後、2番目の製品を継手のもう一方の端に溶接する必要があります。
PEパイプをはんだ付けするための拡散法
今日まで、ポリエチレンはまだ金属や金属プラスチックなどの権限を持っていませんが、実際にはその強度と性能特性は悪くありません。製造段階の最新技術により、高品質で信頼性の高いPEパイプを製造することが可能になります。それらを溶接する最も興味深い方法は拡散であり、特別な装置を使用する必要はありません。初心者でもこのように溶接作業ができます。

高圧および低圧ポリエチレン(LDPEおよびHDPE)は、最も人気のある高分子熱可塑性プラスチックの1つであり、さまざまな給水、衛生システムなどの組織化で最も需要があります。ポリマー材料の特徴は、分子の鎖同士の相互接続が失われるため、加熱すると軟化することです。凍結すると、まるで変容がまったく起こらなかったかのように、以前の強さを取り戻します。ポリエチレンを溶接に理想的な材料にするのはこの特徴です。 2つの製品の軟化中に、それらを接続することができます。これは、凝固後、最も耐久性のある結合につながります。 2つの部品の間に強力な溶接が作成されます。

PEパイプは摂氏270度という比較的低い温度で溶接されているため、作業が大幅に簡素化されます。 機器の選択による およびその後の使用。運転時間は非常に短く(各段数秒)、パイプラインの太さを変えることでしか調整できません。
製品を曲げたり真っ直ぐにしたりする方法
ポリエチレンパイプは、直線の長さ12メートル、または大きなコイルに巻かれた固体製品の形で販売されています。ねじれた状態であるため、製品はリングの形をとり、変形します。変形したHDPEパイプをまっすぐにしたり曲げたりする前に、加熱する必要があります。

パイプラインを組み立てるとき、ねじれたポリエチレンパイプをまっすぐにするか、逆に曲げる必要が生じることがよくあります。
低密度ポリエチレンは、その優れた弾力性で有名です。ただし、+80°Cを超える加熱温度ではこの特性が失われます。このモーメントは、必要に応じて製品の構成を変更するために使用されます。
しかし、まっすぐにしたり曲げたりする場合、温度を上げることができるのは短時間だけであることを覚えておく価値があります。結局のところ、ポリエチレンパイプは建築材料のカテゴリに属し、温度レジームに違反すると損傷する可能性があります。
パイプ曲げ方法の概要
製品をわずかに加熱した後、保管および輸送中に生じた折り目をなくして、パイプをまっすぐにするのが最も簡単です。パイプラインの交換または修理が夏に行われる場合、太陽光線が可能な限り高温になると、それらを使用してタスクを実行できます。








HDPEパイプをまっすぐにするには、直射日光の当たる場所に数時間置いて、セグメントの端をしっかりと固定するだけです。
紫外線はポリエチレンの操作パラメータを悪化させることはありませんが、同時に製品の壁をしばらく柔らかくすることができます。柔らかくなったパイプを剛性のあるサポートまたは壁に沿って固定するか、事前に掘ったトレンチに敷設するだけです。曲がったHDPEパイプを地面にまっすぐにする前に、その領域をクリアする必要があります。
冬に作業を行う必要がある場合は、お湯を使用して製品を加熱してください。ただし、この方法は、サイズが50mmを超えないパイプには効果的です。矯正の補助として、金属の手すりやレンガを使用できます。いずれにせよ、製品の長さが短いほど、作業が容易になります。
ワークピースを曲げる効果的な方法
HDPEパイプを曲げる必要があるときに逆の状況が発生した場合は、すべて同じ熱処理が使用されます。ウォーミングアップには、次の方法が使用されます。
- 建物のヘアドライヤーの高温の指向性空気を吹き付けます。
- ガスバーナーで製品の壁を温めます。
- 表面に沸騰したお湯を注ぎます。
曲げ手順を簡素化するには、成形フレームを作成することをお勧めします。曲がったパイプの直径に対応するサイズのフレームは、通常のファイバーボードシートで作ることができます。フレームの表面を滑らかにするために、紙やすりでそれを研磨します。
ヘアドライヤーでHDPEパイプを曲げるには、次の順序で作業を行います。
- 治療する領域は、建物のヘアドライヤーで加熱されます。
- 軟化したワークは成形枠に深く入ります。
- 曲げ時に製品が破損しないように、無理な力を加えずにパイプを慎重に曲げてください。
必要な曲げ角度を作成したら、完全に冷却されるまで製品を放置してから、フレームから取り外す必要があります。

ポリエチレン製品の表面を均一に加熱するには、パイプをその軸を中心に常に回転させ、光線の下のさまざまなセクションを置き換える必要があります。
重要なポイント:パイプを加熱するときは、「中庸」を守る必要があります。曲げ時に表面が十分に加熱されていないと、パイプが破損する可能性があります。加熱時に発熱体を製品に近づけると、ポリマーが発火する場合があります。
突合せ溶接

自分の手でHDPEパイプを突合せ溶接することができます。突合せ溶接は、機械式または油圧式のドライブを備えた特殊な装置を使用して実行されます。このような溶接機は、完全にしっかりと接続されるまで、チューブの2つの要素を結合することを可能にします。最も人気のあるデバイスは、ソフトウェア制御を備えたデバイスです。このような装置は、完全な自動化と、物理的な労力の観点からオペレーターの介入なしに溶接プロセスを制御する機能を特徴としています。
自分の手で作業を行う前に、技術的特性が均一なHDPEパイプを選択する必要があります。同じバッチからでもチューブを溶接することをお勧めします。ここではポリマーが分子レベルで結合されているため、このアプローチにより溶接シームの気密性と信頼性が向上します。
突合せ溶接の原理は、特殊なプレート上でパイプの端を加熱することです。溶融後、溶接される2本のパイプの端の間のPEプレートが取り外され、ポリマーが完全に混合されてはんだ付けされるまで要素が機械的に圧縮されます。その後、パイプを完全に冷却する必要があります。
PVCパイプ溶接方法の説明
- したがって、断面積が20 mmのパイプの場合、溶融長さ(溶接深さ)は14.5mmになります。
- 要素25mm〜16 mm;
- 直径32mm〜18mmのチューブ用。
- 断面積が40mm〜20mmのチューブの場合。
- 直径50mm〜23mmのパイプ。
電気融合を使用することの強み
通常、電気カップリングは、ポリエチレンパイプを端から端まで溶接することが便利または実用的でない場合に使用されます。ほとんどの場合、これは下水道の井戸、狭くて不便な水路、家の土台と壁の設置ピットで発生します。厳密に言えば、突合せ溶接が使用できない場合には、電気カップリングが役に立ちます。








ポリエチレンパイプを接合するこの方法の別の利点は、事故やパイプラインの損傷の場合の便利さです。原則として、このような状況では非常に迅速なトラブルシューティングが必要です。電気カップリングを使用したHDPEパイプの溶接は、実装が非常に簡単であるという特徴があります。この場合、特別な知識は必要ありません。

デバイスのインストールの容易さは、デバイスに特別な穴があることによって保証されます。最新の溶接機にドッキングするための最適な温度レジームを決定するために、電気カップリングを備えたバーコードから必要な情報を直接読み取る機能が提供されています。接続手順は、最も単純なツール(パイプの端を剥がすための装置、電気カップリング、および溶接機)を使用して実装されます。



