
1給水用銅管-技術的特徴と利点
まず第一に、銅 配管用パイプ 彼らの強さのために魅力的です。直径12mm、肉厚わずか1 mmの固体製品は、250°Cの温度で100バールの使用圧力用に設計されています。ハードはんだ付けによって組み立てられた継手の銅パイプラインは、500気圧を超える最大負荷と600°Cまでの温度に耐えます。多くの材料は、温度が下がるともろくなります。銅は例外です。この金属の強度と延性は、温度が下がると増加します。
この特性により、銅パイプの凍結と解凍を繰り返すことができます(製品の硬度に応じて最大3倍)。事故が発生した場合でも、突風がパイプ全体に広がる鋼管とは異なり、一箇所にしか発生しません。したがって、銅製品の凍結による影響を排除することは難しくなく、鉄鋼システムを完全に交換する必要があります。

銅パイプは機械加工が簡単で、設置のどの部分でも非常に技術的に進歩しています。穴を通過するとき、角やその他の障害物を曲げるとき、機器を設置するとき、すでに完成したパイプラインに分岐を取り付けるとき。すべての作業には、単純な機械化された手動ツールが必要です。
銅システムは普遍的です-同じ規格の継手とパイプがすべてのタイプのユーティリティに使用されます。これにより、単一のインストール方法と同じ機器を確実に使用できます。銅パイプを接合する最も一般的で最も信頼できる方法は、キャピラリーはんだ付けです。はんだ付け幅は、直径が小さくても7mm以上であり、あらゆるタイプの溶接を含む既知の接続方法よりも高い設置強度が得られます。

試験中、パイプ本体は常に破損しており、整備されたものも含めて、接合部の締まり具合が破損することはありませんでした。キャピラリーはんだ付けにより、すばやく簡単に組み立てることができます。その利点は、プラスチックパイプや鉄鋼システムの場合はかさばる機器を扱うときに高い精度と注意が必要な溶接と比較した場合に特に明白です。
高い耐久性と信頼性(プレス、はんだ付け、溶接)の接続に加えて、特別なスキルやツールを必要としない接続もあります-事故の場合に迅速に設置するためのフィッティングを使用して、非圧力システム(自己-ロック、圧縮など)。これにより、インストーラーの作業に効率と柔軟性がもたらされます。銅パイプのねじ切りは禁止されていますが、コンビネーションフィッティングを使用すると、プレスまたははんだ付けによって簡単にねじ切りに移行できます。
銅の可塑性により、機械式または手動のエキスパンダーを使用して、継手を使用せずに毛細管はんだ付けによってパイプを接続することができます。これにより、インストール中のシステムのコストを(場合によっては大幅に)削減できます。接続のフィッティング方法は、パラメータの安定性とシステムの信頼性を保証します。
製品を断熱材、波形パイプ、シェルに使用する場合は、供給水の温度変動によって熱膨張が発生する場合、またはボックスに取り付ける場合は、壁や床に銅パイプラインを埋め込むことができます。サービス接続は、それらへのアクセスを提供せずにモノリシックであってはなりません。開いた状態の銅パイプは、見た目にも美しく、塗装も可能ですが、偶発的な損傷のリスクを防ぐための配置が必要です。
接続方法
これらの製品の取り付けは、ねじ山接続またははんだ付けの2つの方法で行うことができます。銅とそれを基に形成された合金は、高温はんだ付けと低温はんだ付けの両方で接合できます。

給水システムでは、鉛スズを除いて、主にさまざまなはんだを使用した低温はんだ付けが使用されます。鉛が多く含まれているため、使用できません。 飲料水パイプラインのはんだ付け用。このようなシステムの組み立てには、スズ銅または銀を含むはんだを選択することをお勧めします。それらは良質の継ぎ目を作成し、配管システムの強度、信頼性、耐久性のすべての要件を満たします。フラックスとして、ロジン、塩化亜鉛、テクニカルワセリンを含むワセリンペーストを使用できます。のりやすいペースト状のコンシステンシーです。
取り付け
銅パイプラインの設置は、特殊な接続(継手または溶接を使用)を使用して実行されます。プレスまたは折りたたみ式の継手を介して、パイプは暖房システムの要素にしっかりと結合されていますが、溶接が最も頻繁に使用されます。焼きなまし銅管を必要な場所に設置する場合は、曲げることができるため、目地と目地の総数を減らすことができます。このために、パイプベンダーが使用されます。これにより、システムの全体的な開通性を損なうことなく、必要な勾配を得ることができます。

圧縮フィッティングの取り付けには特別な装置は必要ありません。パイプを溝に止まるまで挿入し、ナットでしっかりとねじ込み、材料自体をフィッティング本体に押し付けます。最大のフィット感と完全なシーリングを実現するには、2つのキーを使用する必要があります。必要な機器はこれだけです。ただし、圧着ファスナーの詳細を忘れないでください。これには、気密性の完全な制御が含まれます。このようなシステムは定期的に「ドリップ」し始めます。そのため、ジョイントを壁で覆ってはならず、パイプへのアクセスを開く必要があります。

プレスフィッティングは特殊なプレス機を使用して取り付けられます。これはかなり高価な取り付けオプションですが、接続は強力で信頼性がありますが、一体型です。専門家は、キャピラリーはんだ付けが銅パイプラインを設置する最も一般的な方法であると考えられていることに注意します。この方法では、同じ直径のパイプセグメントを相互に接続できます。これを行うには、一方の端でフレアリングを実行します。つまり、直径をわずかに大きくして、1つのパイプを別のパイプに挿入できるようにします。

接合部は特殊なスポンジまたは金属ブラシで洗浄され、接合された表面はフラックスで覆われます。これは、はんだへの金属の最大の接着を提供する特殊な組成物です。このように処理されたパイプは、それらの間のギャップが1ミリメートルの何分の1かを超えないように、互いに順番に挿入されます。次に、はんだを溶接トーチで加熱し、材料が溶融温度に達すると、生じたすべてのギャップが溶融組成物とともに注がれます。

継ぎ目が満たされた後、それを冷却する必要があります。これには、ジョイントを水中に下げるか、単に屋外に置いておくことができます。一般に、このプロセスは修理と同様に非常に単純ですが、正確性、徹底性、および安全規制への準拠が必要です。銅パイプは見た目にも美しいですが、配管がインテリアの全体的なコンセプトと一致するように、ユーザーがそのような製品を塗装することがあります。

これに使用される塗料が次の条件を満たすことが非常に重要です。
- コーティングは、高温の影響下で変色してはなりません。
- 塗料は、あらゆる種類の外部の影響から確実に保護する必要があります。
- 最小限の剥離でさえ許容できません。

塗料を塗布する前に、パイプをプライマーでコーティングすることをお勧めします。専門家は、鉛丹の鉛組成物を使用することをお勧めします。塗料は銅に吸収されないので、ブラシで慎重に広げる必要があることに注意してください。そして、この場合でも、2〜3層の後でのみ、多かれ少なかれ均一なカバレッジを達成できます。ただし、スプレー缶の塗料を使用することもできます。これにより、より均一に配置されます。








銅パイプを自分の手で接続する方法については、次のビデオを参照してください。
銅パイプをはんだ付けする方法、ステップバイステップの説明
ステップバイステップの作業により、高品質の接続を得ることができます。プロセスを実行するときは、急ぐ必要はありません。すべてのルールと推奨事項に従う必要があります。
接続の準備
最初の段階で、必要な寸法の必要な部品が準備されます。切断にはパイプカッターを使用しますが、パイプラインに対して厳密に垂直に配置する必要があります。まず、パイプをブレードとサポートローラーの間のツールブラケットに固定します。
 カッターは、切断するセグメントを中心に1〜2回転します。
カッターは、切断するセグメントを中心に1〜2回転します。
次に、ネジ機構を締めます。その後、切断プロセスが繰り返されます。このようなアクションは、パイプの最終的な切断が発生するまで実行されます。
必要なサイズの部品を準備するために、金属製の刃の付いた弓のこを使用することもできます。ただし、このようなツールで均等にカットできるとは限りません。さらに、弓のこを使用すると、多くの金属ファイリングが形成されます。
したがって、システムに入らないように細心の注意を払う必要があります。結局のところ、おがくずは、高価な機器の損傷やエンジニアリング通信の混雑を引き起こす可能性があります。
 パイプカッターを使用すると、まっすぐにカットすることができます。次に、パイプの端からバリを取り除きます。
パイプカッターを使用すると、まっすぐにカットすることができます。次に、パイプの端からバリを取り除きます。 製品の内面を洗浄し、脱脂します。同じアクションが2番目のセグメントで実行されます。
製品の内面を洗浄し、脱脂します。同じアクションが2番目のセグメントで実行されます。
次の段階では、パイプエキスパンダーまたはローリングが使用されます。これにより、セグメントの1つの直径を大きくして、パーツを接続できるようになります。それらの間のギャップは0.02〜0.4mmでなければなりません。小さい値でははんだが浸透できず、大きいサイズでは毛細管現象が発生しません。
フラックスアプリケーション
フラックスは、接続されたセグメントに挿入された製品の外面に最小限の量で均一な層に適用されます。
 操作はブラシで行います。試薬キットに含まれている場合があります。
操作はブラシで行います。試薬キットに含まれている場合があります。
それがない場合は、ペイントブラシが使用されます。繊維を残さない工具を使用する必要があります。
はんだ付け
このプロセスは、パイプライン部品の接続から始まります。フラックス使用後に行います。
 湿らせた表面に異物があってはなりません。
湿らせた表面に異物があってはなりません。
パイプと継手が接続されると、最後の要素がパイプラインセグメントに完全に配置されるまで回転します。このアクションにより、フラックスを結合するエリア全体に分散させることもできます。消耗品が部品間の隙間から出てきた場合、それは化学起源の攻撃的な組成物であるため、ナプキンまたは布で除去されます。
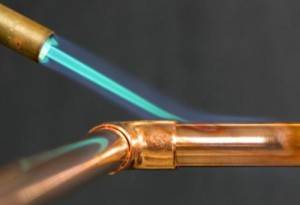
低温はんだ付けプロセスは、バーナーがオンになることから始まります。その炎は接合される場所に向けられ、均一に加熱するために接合部に沿って絶えず移動します。部品を加熱した後、部品間の隙間にはんだを塗布します。接合部が十分に加熱されると、消耗品が溶け始めます。この時点で、消耗品が隙間を埋めるため、トーチをジョイントから取り外す必要があります。軟質はんだは特別に加熱する必要はありません。消耗品の溶融は、加熱された部品からの熱の影響下で発生します。
 銅パイプのソフトはんだ付け
銅パイプのソフトはんだ付け
パイプライン要素の接続は、銅の加熱を常に制御して行われます。金属を過熱してはいけません!この規則に従わない場合、フラックスは破壊されます。したがって、酸化物は部品から除去されません。その結果、継ぎ目の品質が低下します。
ハードはんだ付けは、接合する部品を均一かつ急速に加熱することから始まります。それは適度な強さの明るい青色の炎を使用して実行されます。
要素が750°Cの温度に加熱されると、はんだが接合部に適用されます。銅が濃い桜色になると、希望の値になります。はんだをよりよく溶かすために、トーチでさらに加熱することができます。
継ぎ目が冷えたら、接合部を布で拭いてフラックスの残留物を取り除きます。さもないと、銅の破壊を引き起こす可能性があります。パイプラインの表面にはんだが形成されている場合は、サンドペーパーで除去します。
銅製品の種類
現在、銅管にはいくつかの種類があります。以下は主なものです。







予約制
次のチューブは、本来の目的で使用されます。
- 家具用-クロム製-25mm;
- 商用機器用-楕円形の製品-25mm;
- 家具サポートの製造-50mm(バー);
- キッチンルーム用-50および26mm(手すりとバー)。
家具の製造には、家具のクロムメッキパイプが使用されています。それは主要な家具構造で-金属棒として使用されます。円形とは異なり、長方形の断面を持っています。最も一般的に使用されるプロファイルは、40 * 100、40 * 80、50*50です。
平らな面にのみ設置され、修理や自動車工場で、頑丈なフレームを作成する際にも使用されます。
製造方法による
製造方法に応じて、このような銅管は次のように使用されます。
アニールされていない銅パイプ。プレス加工を施した純金属製です。
引張強度が高いです。この場合、金属の延性が低下し、その後、そのようなチューブの使用にいくつかの制限があります。
焼きなまし銅管はプラスチック製で、この品質により設置プロセスが容易になります
焼きなまし銅パイプ。それは特別な処理技術を通過します。摂氏700度に加熱してから冷却します。この場合、パイプライン要素の強度は低くなりますが、柔軟性は高くなります。
さらに、それらはよく伸びます-壊れる前に、それらの長さは1.5倍増加します。
焼きなましされた配管製品はより柔らかいので、それらの設置はより速くそしてより簡単です。
断面形状別
断面形状別 割り当てる:
- 丸い水道管;
- 長方形の形をしたパイプライン要素。それらは、液体法で冷却される電気機器の固定子巻線に導体を作成するために使用されます。
銅パイプの寸法は、外径12〜267mmで決定できます。この場合、どのパイプサイズでも、0.6〜3mmに等しい特定の壁の厚さがあります。
住宅にガスを送る場合、1に等しい太さのパイプが使用されます 少なくともmm.
配管を設置する場合、多くの場合、12、15、18、22 x 1 mm、28、35、42 x 1.5 mm、52 x2mmのサイズの銅製配管パイプが使用されます。
硬度に応じて
硬度に応じて、次のような銅管が使用されます。
柔らかい。指定はMまたはWです。外径が25%拡大すると、ひび割れや破れのない膨張に耐えることができます。
このようなパイプライン製品は、暖房システムが作成されているとき、または消費者の給水のためにパイプラインが敷設されているときに使用されます。同時に、配管および暖房装置への配管のビーム分配が行われます。
ほとんどの場合、ソフトパイプライン要素は水道管の建設と修理に使用されます。それらの接続は最も単純であると考えられています-ドッキングは追加の機器を使用せずに行うことができます。
銅パイプは、パイプを通って運ばれる液体の高温に耐えることができます
半固体。それらには次の指定があります-PまたはNN。このようなパイプライン製品は、直径が15%増加しても膨張に耐えることができます。
それらが取り付けられるとき、フィッティングを使用せずにチューブを接続するために加熱が使用されます。半固体製品の曲げまたは非曲げには、銅パイプ用のパイプベンダーが使用されます。
個体。それらは次の文字で示されます-TまたはH。それらが取り付けられている場合、配布は加熱中にのみ行われます。パイプを曲げるには、パイプベンダーを使用してください。
最後の2種類の銅製品は、さまざまな高速道路の建設に使用されています。
また、そのような部品は、機械的強度が向上しているはずのパイプラインの建設に使用されます。
このようなチューブのシーリングは重要なプロセスと考えられています。結局のところ、それらのドッキング解除はいつでも発生する可能性があります。たとえば、シーラントが使い果たされたときなどです。このような状況が発生した場合は、ジョイントを完全にやり直す必要があります。








巻線タイプ
メーカーは、銅パイプにさまざまなタイプの巻線を使用しています。
- FUMテープ。このテープは、すべてのタイプのねじ山接続で使用されます。
- 配管用硬化シーラント。このような素材は、さまざまな企業や日常生活の両方で使用されています。
- 配管用の自家製シーラント。 1940年代の家に設置されたパイプは漏れません。
また、銅パイプから加熱する必要がある場合にも、この方法を適用できます。
赤い鉛が利用できない場合は、通常のPFペイントを使用する必要があります。
流体伝導システムで作業する場合のシーリングは必須です
市場にはどのような継手がありますか?
銅パイプラインは非常にシンプルで設置が簡単です。これは、多数のタイプの接続とフィッティングが存在するためであり、複雑な構成のシステムを実行することが可能になります。設置作業を行う際に、かさばる特別な設備は必要ありません。銅パイプラインの接続は、最も信頼できる要素と見なされます。使用する接続方法に応じて、いくつかのタイプの継手があります。
オプション#1-圧縮要素
パーツには特別な圧縮リングが装備されており、接続の気密性を確保し、パイプへのフィッティングを固定します。エレメントは、ユニオンナットとレンチを使用して手で締めます。圧縮部品の主な利点は、取り付けが簡単なことです。特別な設備や暖房は必要ありません。この方法を使用すると、最もアクセスしにくい場所にパイプラインをマウントできます。設置の人件費は低く、結果として得られるシステムは非常に耐久性があり、タイトです。圧縮フィッティングにも欠点があります。これらは高圧用に設計されていないため、定期的にチェックして締める必要があります。そのような詳細を具体化することは不可能です。
理論的には、圧縮要素は折りたたみ可能な接続を提供します。ただし、実際には、最初の分解と組み立ての後、アセンブリの信頼性が大幅に低下し、変更する必要があることが示されています。圧縮フィッティングには2つのタイプがあります。それらは文字AとBでマークされています。
- 部品Aは、半固体グレードの銅で作られた地上パイプラインに使用されます。
- パーツBは、セミハードおよびソフトグレードの金属で作られたパイプからの地上および地下の通信を調整するために使用されます。
両方のタイプの部品の取り付けは、同様のスキームに従って実行されます。
この図は、圧縮フィッティング装置を示しています。インストールは簡単ですが、接続が弱く、定期的な監視が必要です。
オプション#2-キャピラリーフィッティング
ろう付けされた銅製のフィッティングは、キャピラリーフィッティングと呼ばれます。それらは、部品のめねじの下にあるはんだ、つまり銅、スズ、または銀のワイヤーでパイプを接続します。取り付け時には、フラックスでプレコートされたパイプにフィッティングが取り付けられます。金属はんだが溶けて継手とパイプの間の小さな隙間を埋めるまで、接合部をトーチで加熱します。その後、部品を冷却します。その後、専用工具を使用して外部洗浄を行います。パイプを使用する準備が整いました。
継手をはんだ付けするプロセスでは、はんだを使用します。はんだは、溶けると部品間の隙間を埋めます。
この接続方法の利点は、信頼性が高いと見なすことができます。アセンブリの最大動作圧力は、150°Cのシステム温度で40バールです。キャピラリー方式は非常に均一できれいな継ぎ目を提供し、作業中に最小限のはんだが使用され、設置作業のコストは非常に手頃です。この方法の相対的な欠点には、バーナーの必須の存在と、設置に関与する人のための特定の資格と経験の必要性が含まれます。
オプション#3-プレスフィッティング
部品の動作原理は、銅の可塑性の使用と、機械的応力下で発生する変形に対する銅の感受性に基づいています。このような接続を得るために、事前にプレスフィッティングに挿入されたパイプがプレストングでプレスされます。最小圧着力32kN。これにより、ワンピースの強力な接続を作成できます。シールリングが圧入の輪郭に沿って配置され、接続の気密性を確保します。接続部は回転可能で、締まり具合や強度に影響はありません。構造的に、圧入は、変形圧縮の二重および単一の輪郭を持つ部分で異なります。
これらの要素の主な利点は、電気ヒーターや直火を使用せずに迅速に設置できることです。直火式バーナーの使用が禁止されている施設や、各種タンク、タンク、容器内に設置されています。結果として得られる接続は、圧縮部品で作成された接続よりも強力です。要素の欠点には、はんだフィッティングよりもコストが高く、設置時に特別な機器を使用する必要があることが含まれます-異なるプロファイルと直径のトングのセットを備えた油圧または電気プレス。
プレスフィッティングの取り付け用 直径と形状が異なるトングのセットを備えた電気または油圧プレスを使用する必要があります
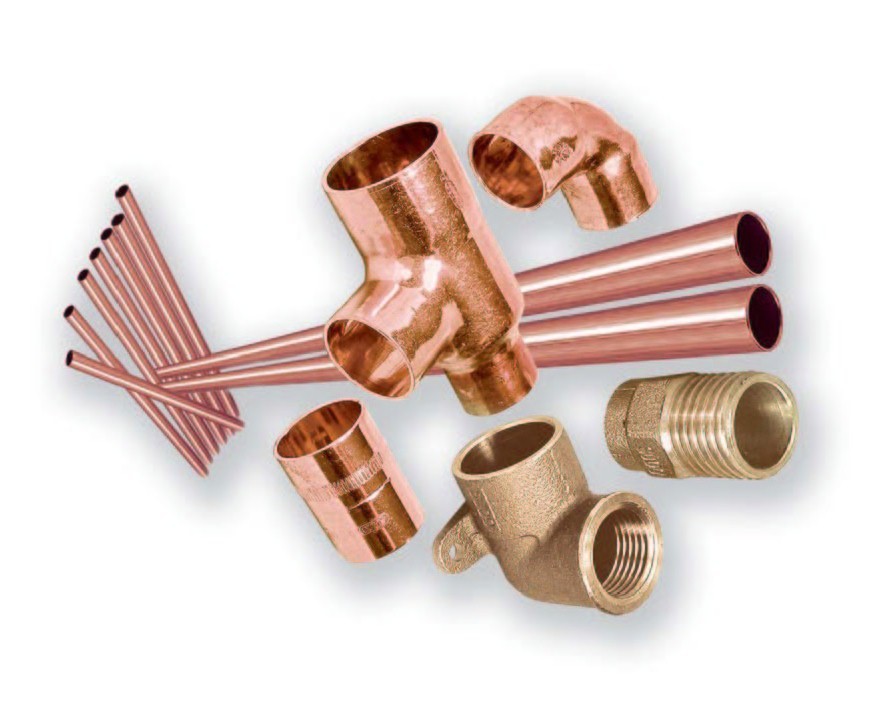
フィッティング製品の種類
金属とプラスチックで作られた接続要素は、鋼とプラスチック製品と同じ変更で製造されます。
- ストレートカプラー。同じ直径の2本のパイプを接続するための最も単純なタイプの製品。
- トランジションカップリング。異なる断面サイズのパイプを接続するために使用される製品。
- 正方形。 2本のパイプを直角に接続できる継手。
- ブランチ。パイプの相対位置を45°から120°に変更できる製品。
- 十字架。 90°の角度で4本のパイプを接続するように設計されたコネクタ。
- ティー。 3本のパイプを接続する継手。そのうちの1本は他の2本に対して垂直に取り付けられています。
- プラグ。パイプの端部を閉じるように設計された製品。パイプにねじ込むためのめねじまたはおねじがあります。
- 乳首。パイプラインの他のセクションに接続されているフィッティングは、両端におねじが付いている製品です。
- ふとるき。パイプを測定器に接続するために使用される製品。一方の端にめねじがあり、もう一方の端におねじがあります。
- 付属品。パイプをプロセス機器(ボイラー、ボイラー、フィルター、熱交換器、コレクター)に接続できるようにする要素。
- ドライブ。内ネジまたはおねじを使用してパイプの長さを長くするために使用されます。
- アメリカ人。ユニオンナット付きの拍車に似た製品。それらはまっすぐで角張っていて、接続されたパイプの移動方向を変えることができます。

記載されているすべてのタイプの継手には、外部、内部、または組み合わせのねじ山があります。それらに加えて、ワンピースの接続要素、および溶接またはキャピラリーはんだ付けによって接続された製品もあります。
上記のリストの接続要素は、パイプラインの設置に使用される最も一般的なタイプの継手です。より複雑で高度に専門化されたエンジニアリングシステムを設置する場合は、ロックナット、バレル、エクステンション、その他の要素など、他の特殊な継手を使用できます。
すべての直径のパイプの取り付けとはんだ付けのニュアンス
銅パイプと配管用継手は、糸脱毛またははんだ付けによって接続されます。最初の方法は、専門家以外の人にとってより簡単でアクセスしやすいと考えられています。作業は、配線図を作成して映像を数えることから始まります。経験がない場合は、3〜5mのマージンを確保することをお勧めします。
7つのステップで自分で行うステップバイステップの作業
ねじ山付きの日曜大工の銅配管は、次の順序で組み立てられます。
- パイプ切断。
- カットエリアのバリのファイルクリーニング、PVC断熱材を使用したパイプでは、絶縁層がクリーニングされます。
- 面取りの除去。
- パイプにユニオンナットとフェルールを取り付けます。
- フィッティングを準備し、ナットとかみ合わせ、接続を締めます(最初に手で、次にレンチで)。
- トランジションフィッティングを使用した鋼管の接続(必要な場合)、ねじ山接続の必須シール。
- 漏れ検査。
配管用の銅パイプとフィッティングは適切に設置する必要があります。
ジョイントの状態をチェックし、正しく取り付けます
プレスフィッティングを使用した銅製の水道管の組み立ては非常に信頼できると考えられており、シーリングの品質はねじれの強さに依存します。この操作には、特殊な空気圧または油圧ペンチを使用することをお勧めします。この方法の欠点は、接合部の水道管の外観が劣化することです。外観が決定的な役割を果たす場合は、セクションをはんだ付けで接続する必要があります。









はんだ付けは、銅パイプを接続するための最も信頼できる方法と考えられています。一連のアクションは、プレスフィッティングを使用したアセンブリとほぼ同じです。パイプは切断され、バリから慎重に保護されます。
酸化膜のほこりや残留物(内側と外側)から製品を拭き取ることが重要です。次に、フラックスがパイプの外面に適用され、継手が必須のギャップで挿入され、ジョイント領域がバーナーまたはブロートーチで均等に加熱されます。2番目のオプションを選択する場合は、過熱を回避する必要があります。希望の温度に達していることを確認するには、はんだに軽く触れるだけで十分です。はんだが溶けた場合は、その領域はすでにウォームアップしています。
その後、はんだを左の隙間に挿入し、継ぎ目をシールします
希望の温度に達していることを確認するには、はんだに軽く触れるだけで十分です。はんだが溶けた場合は、その領域はすでにウォームアップしています。その後、左側の隙間にはんだを挿入し、継ぎ目をシールします。
はんだ付けの重要なニュアンス:加熱および接続中、将来のパイプラインのセクションは動かないままでなければなりません。はんだが固化した後にのみ、あらゆる努力と移動が許可されます。組み立ての最後に、システムをフラックスの残留物から洗い流す必要があります。
ビデオを見る
加熱された製品は曲がりやすく、断面を維持しながら希望の形状を与えるために特殊なバネが使用されています。曲がった要素を製造するための最適な装置は、特殊なパイプベンダーです。大量の作業には、その購入をお勧めします。システムをはんだ付けすることによって組み立てられたセクションは、ねじ切りされたときに曲がったセクションよりもきれいに見えます。しかし、この方法の明らかな利点と信頼性にもかかわらず、直火のために爆発性の場所ではんだ付けは実行されません。防火対策は必須です。銅パイプと配管継手は、建設で広く使用されています。
仕様
非鉄金属のグレードは、この材料からの圧延パイプの技術的特性に大きな影響を与えます。基本的に、銅の水道管は純銅でできています。圧延製品の製造では、この金属の合金も使用されます。それらは少量の合金成分を含んでいます。
銅中の特定の不純物の割合は、パイプの動作条件、機械的および技術的特性に影響を与えます。非鉄金属の弾力性と強度は、亜鉛、鉛、鉄、スズを添加することで向上します。
リンの助けを借りて、合金の耐食性が向上します。銅の機械的抵抗はベリリウムとアルミニウムによって増加します。圧延鋼メーカーは、マンガンを使用して、材料への不要な不純物の影響を減らしています。
パイプ分類
銅パイプは直径が異なります。通信のスループットは、セクションのサイズによって異なります。パイプ直径の標準範囲は1/4"から2"の範囲です。住居内では、主に次のサイズのパイプラインが使用されます。
- 1/2″-シャワーとお風呂用。
- 3/8"-キッチンの蛇口と洗面台用。
- 1/4 "-トイレ、ビデ、製氷機の接続用。
 シャワーの銅配管パイプ。
シャワーの銅配管パイプ。
メーカーは2種類の銅パイプを製造しています。
- 焼きなまし製品は、550〜650°Cの高温で処理された柔らかい製品です。焼きなましは60〜90分続き、その後、加熱されたワークピースは徐々に冷却されます。このプロセスにより、高圧、急激な温度変化、湿度の高い環境に耐える柔軟なパイプを得ることができます。
- 焼きなましされていない製品は、強度は高いが弾力性が低い剛性のある製品です。
PVCシースを備えた特殊絶縁の圧延製品を購入することが可能です。このタイプの製品の表面には凝縮は発生しません。
製造された銅管も肉厚が異なります。この特性はシステムの最高使用圧力に影響を与えるため、圧延製品の使用領域はパラメーターによって異なります。
「K」の文字が付いた厚肉製品は、入力および防火ネットワークで使用されます。多くの場合、壁が厚い製品は地面に置かれます。圧縮継手は、このようなパイプ圧延の個々のセクションを接続するためによく使用されます。
「M」の文字が付いた薄肉製品は、家庭用ネットワークの作成に使用されますが、多くの制限があります。ほとんどの場合、配管システムを設置するときは、「L」とマークされたパイプが使用されます。
規制要件
プレスおよび冷間変形を使用して製造された厚い壁の製品は、GOST617-2006に反映されている仕様に準拠している必要があります。引抜薄肉パイプは、GOST11383-75に準拠して製造されています。
有名で責任あるメーカーが高精度の製品を製造しています。その特性はGOST26877-2008に対応しています。銅パイプの製造時には、GOST 859-2001の要件に従って、合金と一次銅が使用されます。
給水用銅管の設置
作業を開始する前に、将来の配管構造の図を作成し、それに基づいて、圧延パイプの映像と接続要素(プレスカップリング、ティー、ベンド、アダプターなど)の数を計算する必要があります。
必要な工具と材料
パイプ圧延銅合金の取り付けを実行するには、次のもので構成されるツールのセットを準備する必要があります。
- 金属またはパイプカッター用の弓のこ。
- ペンチ。
- 手動キャリブレータ。
- レンチまたはガスバーナー(はんだ付けで部品を接続するときにパイプセクションを加熱するため)。
- ファイル。
パイプセクションを結合するには、選択した接続方法に応じて、次の材料が必要になります。
- フィッティング。
- FUM-取り外し可能な継手の接合部をシールするためのテープ。
- はんだとフラックス(はんだ付け製品の場合)。
予防措置
銅製品のはんだ付けは高温で行うため、作業時には防護服を着用し、防火シールドを使用する必要があります。接触ゾーンで接合する部品からゴムまたはプラスチックの編組を取り除く必要があります。シールリングが溶けないように、取り付けるバルブのネジを緩める必要があります。










すでに設置されているパイプラインシステムに銅製品をはんだ付けする場合は、一部のセクションの加熱によってパイプ内の圧力レベルが許容値を超えないように、すべてのシャットオフバルブを開く必要があります。
作業進捗
継手を使用したパイプセグメントのドッキングは、次の順序で実行されます。
- パイプセクションを必要なサイズにカットします。
- 給水がPVC断熱材の銅パイプから組み立てられている場合は、製品の端でこの層を除去する必要があります。
- バリファイルでカットラインをきれいにします。
- 斜角を取り外します。
- 準備した部品をユニオンナットとコンプレッションリングを交互に装着します。
- フィッティングをナットに接続し、最初に手で、次にレンチでねじ山を締めます。
- 銅管から鋼管へのトランジションフィッティングが設置されている場所では、FUMテープを使用することで接合部の気密性が確保されます。
自分の手ではんだ付けして配管を接続する場合は、上記の注意事項を守り、一定の技能を持っている必要があります。準備プロセスとはんだ付け自体には、次の手順が含まれます。
- パイプカッターまたは弓のこで必要な長さのパイプを切断します。
- 断熱層(存在する場合)とその端にあるバリの除去。
- 細かい研磨サンドペーパーではんだ付けゾーンの酸化皮膜を除去します。
- フィッティングサンディング。
- 部品の外面をフラックスで潤滑します。
- 部品間に0.4mm以下の隙間ができるように、パイプの端を継手に挿入します。
- ガスバーナーエレメントの接触ゾーンをウォーミングアップします(下の写真)。
- 継手と銅パイプの端の間の隙間にはんだを挿入します。
- はんだの縫い目。
- フラックス粒子からシステムを洗い流します。
銅パイプ圧延製品をはんだ付けするプロセスは、ビデオで見ることができます:
取り付け機能
はんだ付けによる取り付けは、メンテナンスを必要とせず、操作において最も信頼できると考えられているワンピース接続を形成します。しかし、銅配管をはんだ付けするには、この種の作業に関する十分な経験と関連知識が必要です。初心者は、次の推奨事項を使用できます。
- 銅製品のクリーニングは、銅を傷つけるので、研磨クリーナー、粗いサンドペーパー、またはワイヤーブラシを使用して行わないでください。表面に深い傷があると、はんだ接合が妨げられます。
- フラックスは、化学活性の高いかなり攻撃的な物質です。ブラシを使って薄層に塗ります。表面に余分な部分がある場合は、パーツを結合するプロセスの最後に、すぐに削除する必要があります。
- 金属が溶けるのを防ぐために、接触ゾーンは十分にウォームアップする必要がありますが、過度にウォームアップしないでください。はんだ自体は加熱しないでください。部品の加熱面に塗布する必要があります。溶け始めたら、はんだ付けを開始できます。
- パイプは、しわやねじれを防ぐように曲げる必要があります。
- 銅製品の設置は、アルミニウムまたは鋼のセクションの急速な腐食を防ぐために、水の流れの方向のアルミニウムまたは鋼のセクションの前で実行する必要があります。
- 銅パイプから他の金属のセクションへの移行には、真ちゅう、青銅、またはステンレス鋼で作られた継手を使用することをお勧めします。



