
市場に出回っているフィッティング
銅パイプの日曜大工の設置は簡単な作業と見なされます。これらの配管製品を接続するときは、Viegaはんだフィッティングを使用する必要があります。
現在、3種類の継手が使用されています。
- 圧縮;
- プレスフィッティング;
- キャピラリー。
プレスフィッティングを取り付けるには、直径と形状が異なるペンチのセットを使用する必要があります。
圧縮フィッティング
銅管用の圧縮継手には、圧着時に使用されるリングがあります。この部品は、銅管の信頼性の高いシーリングを維持します。このような銅製の継手は、特定のレンチとナットを使用して締める必要があります。
また、プレス用銅管の継手には、次の2種類があります。
- タイプA。半固体銅でできている陸上パイプラインの建設に使用されます。
- タイプB。銅パイプ用のこのような圧着継手は、地下および地上のさまざまな通信の構築に使用されます。この場合、ソフトチューブが使用されます。
その結果、圧縮フィッティングの取り付けは簡単で便利です。この場合、暖房や特別な設備を使用する必要はありません。
プレスフィッティング
圧入を使用する場合、銅はパイプに高い延性を与えるという事実があります。
プレスフィッティングは変形しやすく、外部からの影響でパイプラインに現れる可能性があります。圧着チューブに使用されるこれらの製品は、最も信頼性が高いと考えられています。
銅管のドッキングはこのように行われます。最初に、そのような銅製品を圧入装置に挿入し、次に特殊なプレストングでしっかりと圧着します。
このような技術の使用のおかげで、信頼できる接続が作成されます。
キャピラリー
キャピラリー銅継手ははんだ付けされたコネクタです。これらの部品からのチューブのドッキングは、はんだの構築で行われます。
はんだは銅製のワイヤーで、キャピラリーフィッティングのネジ山の下に配置されます。
このような部品の取り付けは、次のように行われます。
- フラックスでプレコートされたチューブにフィッティングが取り付けられています。
- 次に、接続要素をバーナーで加熱します。この場合、はんだが完全に溶けて、そのような製品のすべての接合部にはんだが染み込むように、パイプのすべての部分を十分に暖める必要があります。
- 銅製品が冷めたら、サンドペーパーを使用して余分なはんだを取り除きます。
キャピラリーフィッティングの主な利点は、ヒーターやバーナーを使用せずにすばやく取り付けることができることです。バーナーが使用できない場所や、タンクやタンクに設置されます。
このような継手の接続は、圧縮要素を使用して行われる接続よりも信頼性が高いと考えられています。
家中にパイプラインを敷設するときは、いくつかのパイプを設置する必要があります。この場合、低コストの銅パイプエキスパンダーを使用する必要があります。
また、このようなチューブを取り付ける場合、銅パイプにフランジを付けると、はんだ付け用の独自のカップリングとフィッティングを作成することで、大幅に節約できます。この場合、ビーダーやパイプエキスパンダーなどの工具を使用して、はんだ付け用の銅継手を作成できます。
はんだ付けされた銅継手を自分で作るために、手動または電気の銅パイプエキスパンダーのセットを購入することができます。
また、このようなパイプライン要素を敷設する場合は、銅管ローラーが使用されます。このツールを使用すると、金属が特定のサイズのローラーの周りに巻き付けられます。調整可能なローラーを調整されていないローラーに移動することにより、パーツの必要な直径が選択されます。









銅管を圧延することにより、延性のある金属やプラスチック材料から必要な形状のワークピースを作成することができます。
ビデオを見る
このようなチューブのコストは、断面、壁の厚さ、銅のグレード、およびその他の要因によって異なります。銅パイプとフィッティングの平均価格は415ルーブル/kgから始まります。映像による-200ルーブル/mから。 P。
付属品の費用は25〜986ルーブル/個です。
給水および暖房システム用の銅パイプの日曜大工の設置
- 設置する前に、パイプを必要な長さのセグメントに切断する必要があります。
- パイプカッターや弓のこで加熱するためにパイプを切る方が良いです。
- パイプラインの内面には、バリや金属片があってはなりません。このタスクを完了するには、ファイルとスクレーパーが必要です。
- 特に金属用の弓のこで切断を行った場合、パイプがわずかに変形するため、切断点を水平にする必要があります。
- 管状製品は手動または専用工具を使用して曲げることができます。
- 暖房システムに特に複雑な形状の湾曲した部分がある場合は、パイプベンダーを使用することをお勧めします。このような曲がりは、後で腐食の場所になる可能性のある不要なしわから材料を保護します。
- 製品は、最小許容半径で曲げる必要があります。
- パイプカッターで作業を行う場合の曲げ半径は、パイプラインの直径の3.5倍以上である必要があります。パイプを手で曲げる場合は、直径8以上の曲げ半径を実行する必要があります。
銅パイプによる暖房システム
銅加熱システムの要素の接続は、2つの既知の方法で実行されます。
- 圧着継手;
- はんだ付け方法。
銅は簡単に曲げることができるため、取り付けが簡単で、必要なフィッティングの数も少なくて済みます。ただし、暖房システムで材料を組み合わせるためのいくつかのルールを覚えておく必要があります。
アルミラジエーターの使用を避けられない場合は、鋼管を介して移行する必要があります。これは、銅とアルミニウムを接合するときに腐食の開始を回避するのに役立ちます。鋼や鋳鉄など他の材料で作られたラジエーターに関しては、そのような問題はありません。
銅パイプの設置は、さまざまな方法で実行できるプロセスです。このような製品を接続するには、組み立て、溶接、はんだ付けなど、いくつかのオプションがあります。他のメーカーの継手を使用することは許可されており、場合によっては経済的コストを削減できます。
フィッティングカウント
銅パイプラインの設置を行うためには、フィッティングが必要です。それらは圧着またははんだ付けすることができます。最初のケースでは、接続は取り外し可能で、2番目のケースではワンピースです。
継手の選択は、すべての要素の固定にも影響します。
組み立て
必要な継手の数を数えた後、パイプの組み立てが始まります。まず、製品のエッジはフラックスの薄い層で覆われています。この手順は、要素が加熱されたときに必然的に発生する酸化プロセスを防ぐために必要です。この加工方法により、接合部に異物が付着して強度に悪影響を与えることを防ぎます。
継手によって圧着されたパイプの端は、特別なトングの助けを借りてクランプされます。固定を引き起こすのはこの圧力です。
銅パイプでの作業のニュアンス
家の内部パイプラインの設置を実行するには、プラスチック、金属プラスチック、またはステンレス鋼で作られたパイプを選択できます。しかし、銅で作られたアナログだけが問題なく機能し、半世紀以上にわたってオーバーホールすることができます。
適切に設置された銅配管システムは、実際には、コテージまたはアパートの建物に割り当てられている操作の全期間を通じて適切に機能します。
銅パイプは、長期的な熱負荷、塩素、紫外線を恐れません。凍結しても割れることはなく、内部環境(水、下水、ガス)の温度が変化しても形状は変化しません。プラスチック製のパイプラインとは異なり、銅パイプラインはたるみません。このプラスチックは高温で膨張する可能性がありますが、銅の場合、これは当然のことながら起こりません。
パイプ銅製品には、価格が高いことと金属の柔らかさという2つの欠点があります。ただし、材料の高コストは長い耐用年数で報われます。また、浸食によってパイプの壁が内側から損傷しないように、システムにフィルターを取り付ける必要があります。水中に固体粒子の形で汚染がなければ、パイプラインの破壊に問題はありません。










パイプの処理と溶接の要件
銅パイプを使用する場合は、次の規則に従う必要があります。
- 冷水または温水パイプをはんだ付けで取り付ける場合は、鉛はんだの使用を除外する必要があります。鉛は毒性が強すぎます。
- 水の流量は2m/ sを超えてはなりません。超えない場合、砂やその他の固形物の最小粒子が徐々にパイプ壁を破壊し始めます。
- フラックスを使用する場合、設置の完了後、パイプラインシステムを必ずフラッシュする必要があります。フラックスは攻撃的な物質であり、銅パイプの壁の腐食に寄与します。
- はんだ付けするときは、接合部の過熱を許可しないでください。これにより、漏れのある接合部が形成されるだけでなく、銅製品の強度が低下する可能性があります。
- 銅から他の金属(鋼およびアルミニウム)へのパイプの移行は、真ちゅうまたは青銅のアダプターフィッティングを使用して実行することをお勧めします。そうしないと、鋼およびアルミニウムのパイプがすぐに腐食し始めます。
- バリ(金属堆積物)と切断点のバリは除去する必要があります-それらの存在は、水流に乱流渦の形成をもたらし、それが浸食と銅パイプラインの動作寿命の短縮に寄与します。
- 接続用の銅パイプを準備する場合、研磨剤の使用は固く禁じられています。内部に設置した後に残った粒子は、金属の損傷や瘻孔の形成につながります。
家の配管または暖房システムに、銅に加えて、他の金属で作られたパイプまたは要素もある場合、水の流れはそれらから銅に行き、その逆ではありません。銅から鋼、亜鉛、またはアルミニウムへの水の流れは、後者からのパイプラインセクションの急速な電気化学的腐食につながります。
金属の延性と強度により、銅パイプは簡単に切断および曲げられます。パイプラインは、パイプベンダーまたはフィッティングを使用して回転させることができます。また、分岐してさまざまなデバイスと接続するために、耐熱プラスチック、真ちゅう、ステンレス鋼、青銅で作られた多くの部品があります。
銅と他の金属との相互作用について
ほとんどの民家では、家庭用水道管は鋼管とアルミニウム管から組み立てられています。暖房システムには、スチールまたはアルミニウム製のラジエーターもあります。このような銅パイプのレイアウトへの誤った挿入には、かなりの問題が伴います。
最適な設置オプションは、銅とその合金のみからなるパイプとデバイスを使用することです。これで、バイメタルのアルミニウム-銅製ラジエーター、および対応するフィッティングとバルブを簡単に見つけることができます。異なる金属を組み合わせるのは極端な場合のみです。
組み合わせが避けられない場合は、銅がパイプライン要素のチェーンの最後になるはずです。電流を流す能力を取り除くことは不可能です。そして、弱い電流が存在する場合でも、この金属は鋼、アルミニウム、亜鉛とガルバニックカップルを生成し、必然的にそれらの早期腐食につながります。給水システムを設置するときは、それらの間にブロンズアダプターを挿入することが不可欠です。
もう1つの潜在的な問題は、水中の酸素です。含有量が多いほど、パイプの腐食が速くなります。これは、同じ金属製のパイプラインと異なる金属製のパイプラインの両方に適用されます。
多くの場合、コテージの所有者は、暖房システムの冷却剤を頻繁に交換することで重大な間違いを犯します。これは、酸素の完全に不要な部分の追加につながるだけです。水を完全に変えるのではなく、必要に応じて水を加えるのが最善です。
無効なエラー
2つの部品の接続品質が悪い理由は、ほとんどの場合急いでいるため、切断後に形成される可能性のある異物がないように、製品のエッジを制御することを忘れないでください。
フラックスを塗布するときは、わずかな表面積でも見逃さないようにすることが重要です。欠陥があると接触が悪くなる可能性があるためです。表面のいずれかの部分がわずかに加熱されると、2つの金属の弱い融合につながります。過熱は、はんだ付けサイトでフラックスを燃焼させ、スケールまたは酸化物を形成する可能性があり、その信頼性に影響を与えます。
過熱は、はんだ付けサイトでフラックスを燃焼させ、スケールまたは酸化物を形成する可能性があり、その信頼性に影響を与えます。
表面のいずれかの部分がわずかに加熱されると、2つの金属の弱い融合につながります。過熱は、はんだ付けサイトでフラックスを燃焼させ、スケールまたは酸化物を形成する可能性があり、その信頼性に影響を与えます。
銅製のパイプを結合するためのオプション
加熱を組み立てるとき、さまざまな取り付け方法が使用されます。そのため、銅パイプのドッキングは、折りたたみ可能および折りたたみ不可能な方法で実行されます。最初のケースでは、フランジ、ねじ山付きファスナー、フィッティングが使用され、これらは自動的に固定されます。分離不可能な加熱システムを設計する場合、プレス、はんだ付け、および溶接が使用されます。
溶接継手
銅パイプを溶接するプロセスを見てみましょう。このドッキング技術は、直径108mm以上のパイプに適用されます。加熱材料の壁の厚さは少なくとも1.5mmでなければなりません。この場合、溶接作業を行うには、突き合わせるだけで済みますが、適切な温度は1084度である必要があります。暖房を設置するためのこのオプションを手作業で行うことはお勧めしません。
今日、ビルダーはいくつかのタイプの溶接を使用しています。
- 酸素アセチレン式バーナーを使用したガス溶接。
- 不活性ガス環境(アルゴンまたはヘリウム)で行われる消耗電極による溶接。
- 非消耗電極を使用した溶接。
ほとんどの場合、アーク溶接法は銅要素を接合するために使用されます。パイプラインの組み立てに使用する予定のパイプが純銅でできている場合は、アルゴン、窒素、またはヘリウム環境で非可融性のタングステン電極を使用する必要があります。銅要素を溶接する場合、プロセスは高速でなければなりません。これにより、パイプの金属ベースでのさまざまな酸化の形成が防止されます。











銅管の溶接継手
このような接続を強化するために、ドッキング作業が完了したら、得られたジョイントの追加の鍛造を実行することをお勧めします。
フレア接続
暖房システムの設置中に溶接トーチを使用すると、不便が生じることがあります。この場合、フレア銅管ジョイントに頼ることをお勧めします。この設置方法は取り外し可能であることが判明し、強制加熱アセンブリの場合に積極的な役割を果たします。
この種の操作には、フレアリングデバイスの必須の存在が必要になります。フレアリングによって暖房パイプを接続する方法を詳しく説明します。
- まず、材料の鋸引き中に形成された擦り傷やバリを表面から取り除くために、パイプの先端を清掃します。
- カップリングはパイプに固定されています。
- 次に、パイプがクランプ装置に挿入され、その助けを借りてさらに拡張が実行されます。
- 次に、パイプの端の角度が45度に達するまで、ツールのネジを締め始める必要があります。
- パイプ領域を接続する準備ができたら、カップリングをパイプ領域に持ってきて、ナットを締める必要があります。
このプロセスの詳細については、以下のビデオをご覧ください。
プレス接続方式
加熱パイプを設置するための上記のすべての方法に加えて、プレス技術もあります。この場合、銅要素を結合するには、事前に準備したパイプの端を、停止するまでカップリングに挿入する必要があります。この後、油圧または手動プレスの使用が必要になり、それを介してパイプが固定されます。
暖房を厚肉パイプから組み立てる予定の場合は、特別な圧縮スリーブを備えた圧入装置が必要になります。これらの要素は、パイプと継手を内側から加熱するために圧縮することを可能にし、外部シールは構造の優れた気密性を提供します。
スレッドタイプの接続
残念ながら、市場でねじ山接続の銅管を見つけることは不可能であるため、暖房システムの部品を結合するためにユニオンナットを備えた継手を使用するのが通例です。
銅管と他の材料で作られた管を接合するために、青銅または真ちゅう製のねじ山継手が使用されます。それらを使用すると、ガルバニック腐食の可能性がなくなります。パイプの直径が異なる場合は、特別なエキスパンダーを使用してください。
現在銅製の加熱システムに使用されているシールの種類を考慮すると、ねじ山接続には2つの種類があります。
- 円錐曲線タイプ(「アメリカン」)の統合。これらの要素は、高温インジケータの条件での暖房設備に推奨されます。
- フラットタイプの接続。このような材料には、さまざまな色の高分子材料で作られたシールが設計に含まれています。ガスケットは、そのような要素で作業できる温度を示すために、さまざまな色で塗装されています。
銅パイプの接続図
ブレーキパイプの目的
油圧システムには、作動機構に流体を供給するラインが必要です。車のブレーキシステムも例外ではありませんが、独自の特徴があります。これらは、ブレーキの設計と使用される作動油の技術的特性の両方に関連しており、非常に厳しい要件が課せられます。
- 200度を超える温度で沸騰してはいけません。
- 40度の氷点下で流動性を失わないでください。
- ブレーキシステムのゴム部分に攻撃的ではありません。
- 腐食を引き起こさない。
最後のポイントは、現代の自動車の車両に不可欠な部分であるブレーキパイプにとって特に重要です。典型的なブレーキシステムの動作原理を考えてみましょう。
車両停止アルゴリズムは、次のアクションに関連付けられています。
- ドライバーは、必要に応じて、車が完全に停止するまで速度を落とすために、適切な力でブレーキペダルを踏みます。
- ペダルロッドはブレーキマスタシリンダーのピストンに直接作用し、ブレーキマスターシリンダーを作動させます。
- シリンダー内を移動するピストンがブレーキフルードに作用し、特定の現象を引き起こします。
- 圧縮率がゼロに近い液体は、高速道路に沿って移動し、各車輪にあるブレーキシリンダーに作用します。
- ピストンはその勢いをブレーキパッドに伝達し、ディスクを押すとブレーキ力が発生し、ホイールの回転が遅くなります。
このチェーンでは、ブレーキパイプは作動油が移動する油圧ラインの不可欠な部分です。彼らの任務はTJの漏れを防ぐことであるため、ブレーキシステムの他の要素との接続の品質は特に重要です。このために、フレアリングと呼ばれる技術的な操作が使用されます。









その本質は、その直径を均一に増加させるような方法でのチューブの端部の変形にあります(チューブの先端の直径を狭くすることからなる反対の操作は、ローリングと呼ばれます)。チューブ同士またはチューブとマニホールドを最も緊密に接続するには、フレアリングが必要です。
すでに述べたように、ブレーキパイプは機械的ストレスにさらされるため、損傷してシステムが減圧する可能性があります。この場合、ブレーキパイプを交換するにはすぐに操作する必要があります。このブレーキシステムコンポーネントを交換する一般的な理由は、通常の摩耗です。
チューブ自体を拡張する手順は、次の3つの段階で構成されます。
- チューブシートとチューブの先端の間に必要なギャップの決定。
- チューブとチューブシートの両方のフレアリング。
- チューブの内壁からの減衰荷重の除去。
変形技術では、ブレーキチューブの金属をいわゆる塑性変形させ、グリルの金属を弾性変形させる必要があります。この状態を確実にするために、格子はより硬い金属でできており、膨張段階の完了後、管格子は管を完全に「把持」することができます。
このような接続に必要な気密性を確保するには、接触部品の外面間に形成された接触圧力法を適用します。場合によっては、フレアパイプの端を接続する技術に溶接の使用が含まれます。この方法は複合と呼ばれます。
工場では、油圧式、空気圧式、または電気式のドライブを備えた特殊な機械を使用してフレアリングを実行します。これにより、回転速度を制御することができます。接続に必要な信頼性を確保するのはドライブ次第です。
ブレーキパイプを交換する場合、フレアリングは自動車店で購入できる専用工具を使用して行われます。
銅パイプの接続方法
実際には、銅パイプラインを組み立てるための2つの方法の1つが使用されます-はんだ付けまたは機械的圧着によるものです。
ガストーチによるはんだ付けの秘訣
システムを取り付けるためのはんだ付け方法を選択するときは、次のことを考慮に入れる必要があります。この方法で行われるすべての接続はワンピースです。はんだ付けは、高い割合で気密性を保証しますが、いくつかのメンテナンス制限があります。追加の複雑さなしにシステムをアップグレードすることはしばしば不可能です。
そのため、例えば、新しい設備の導入などにより、給水(暖房システム)の一部を変更する必要がある場合、問題が発生する可能性があります。カップリング、ティー、またはその他の部品をシステムに導入できるようにするために、ガスバーナーとはんだ付け技術を再度使用する必要があります。
したがって、はんだ接合部は、壁や床の下に隠された配管プロジェクトで使用されます。
はんだ付けプロセスは、ガスバーナー(直火および燃焼生成物)の操作と密接に関連しています。したがって、この手法は、特に以前に細かい仕上げが行われた部屋での設置に常に適しているとは限りません。
ステップバイステップのインストールプロセス はんだ付け:
- 2本のパイプをサイズに合わせてカットします。エンドエリアはバリを取り除きます。
- パイプの1つの端部分は、キャリブレータで拡張されます。ベルが作成されます。
- 金属製のブラシとサンドペーパーを使用して、はんだ付けポイントをきれいにします。
- 洗浄された表面はフラックス溶液で処理されます。
- 処理されたパーツは、一方が他方に挿入されます。
- 接合部はバーナーではんだの融点(350-500ºС)まで加熱されます。
- はんだ棒の端がソケットの下端に接触します。
高温の影響で、フラックスヒュームによる毛細管現象により、はんだが溶けてノズル壁とソケットの隙間に突入します。これにより、すっきりとした高品質のはんだ接合が実現します。これは、パイプインパイプはんだ付けの一例にすぎません。
継手などのはんだ付けも同様に行います。
この記事では、銅パイプをはんだ付けするためのステップバイステップの説明と、作業の技術的なニュアンスを示します。
圧縮フィッティングとの接続
別の普及した技術である機械的圧着を使用すると、自分の手で銅パイプを設置する方がはるかに簡単です。この場合、銅パイプの接続を作成するために、特別な継手が使用されます。










ポリプロピレンパイプの作業には、ほぼ同じ要素が使用されます。しかし、銅の場合、それらはクリンプリングのわずかに異なるデザインを作成します-カットなしのワンピース。
圧縮フィッティングは真ちゅう製です。材料の可塑性の程度から判断すると、銅と真ちゅうのこれらの値はほぼ同じです。
真ちゅうと銅のペアボンドの重要な特徴は、材料間にガルバニックカップリングがほぼ完全にないことです。
この係数は、動作中の接続の純度を保証します-酸化物、腐食などがないこと。
アルミニウムの場合は状況がまったく異なります。この金属は、真ちゅうとは異なり、銅に電気的に結合されています。水道水が塩で飽和している、すなわちそれが活性電解質である条件下では、電気化学反応の発生に好ましい環境が形成される。
このような反応の影響で、アルミニウムは破壊されます。したがって、銅パイプとアルミニウムラジエーター(または他のアルミニウム器具)を直接接続することは望ましくありません。たとえば、スチールトランジションを使用する必要があります。
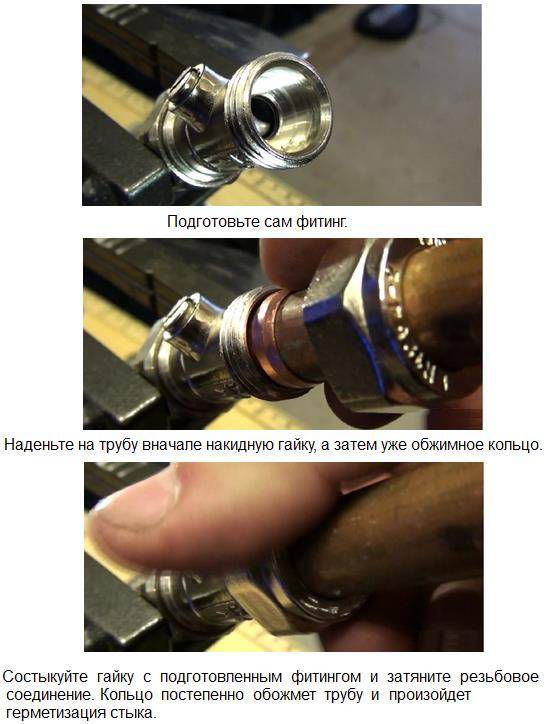
圧着による継手の取り付け:
- パイプの端の領域はバリ取りされます。
- パイプの端にはナット、フェルール、フィッティングが付いています。
- 希望のサイズのレンチを使用して、フィッティングを1つの位置に保持します。
- 2番目のレンチを使用して、ナットを継手のネジ山にねじ込みます。
銅パイプの直径に沿って圧着リングを均一にプレスすることにより、接続の気密性が実現されます。ナットを締めるときに極端な力を加えることはお勧めしません。最初の停止位置から、ナットを1〜2回転伸ばすだけで十分です。
プレスコネクタを使用する利点は、必要に応じて分解および再組み立てできることです。しかし同時に、そのような接合部のシーリングの品質は、外部および内部環境の温度の変化によって影響を受けます。
多くの場合、温度変化により、圧着接続が漏れます。このような欠陥は、ユニオンナットを締めることで簡単かつ迅速に解消されます。
ただし、給水システムの隠し設置の場合、銅パイプのコレットジョイントを圧着する方法は明らかに適切ではありません。



