
- 高圧バインディング圧着接続
- 方法4:プッシュ接続接続
- その他のはんだ付けオプション:銅パイプやさまざまな金属での作業
- 銅パイプのはんだ付けのニュアンス:それを正しく行う方法
- 銅線をアルミにはんだ付けする方法
- 銅とステンレス鋼のはんだ付け方法
- 銅を鉄ではんだ付けする-それは可能ですか
- 銅製品のはんだ付け技術
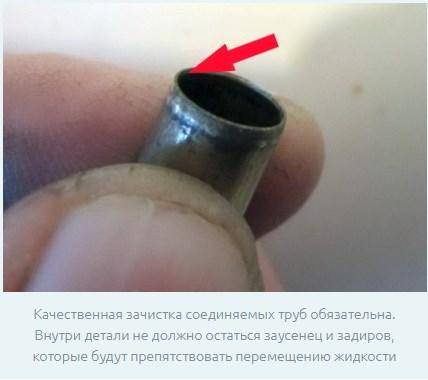
- アイテムを必要な長さにカットします
- パイプの表面にフラックスを塗布します
- はんだ付け前の部品の接続
- 低温はんだ付け時の接合部形成
- 高温はんだ付けにおけるシーム形成
- 銅パイプの種類
- 銅管のはんだ付けに必要なもの
- 消耗品とツール
- はんだとフラックス
- バーナー
- 関連資料
- 適用する場合
- 3銅パイプをはんだ付けする方法は?
- 銅管の設置
- パイプラインをフィッティングで組み立てる
- ツールと材料
- 組立説明
高圧バインディング圧着接続
ボンディング圧着技術の進歩とOリング材料の開発により、高圧システムにボンディング圧着を適用することが可能になりました。ただし、高圧システムでは、わずかに異なるプレスジョー構成が必要です。
360ºダブルクリンプ技術を使用した接続ノードの製造結果
低圧、プロセス、および非医療用圧縮ガスラインのボンディング圧着接続は、単一の標準的な六角形の圧着形状を使用します。
より高圧のボンディングでは、特別に設計されたプレスフィッティングとクランプジョーを使用して、フィッティングに360°のダブルクリンプを提供する必要があります。
方法4:プッシュ接続接続
プッシュイン組立方式の特徴は、設置に追加の工具、バーナー、特殊な燃料ガス、電気が不要なことです。押し込みアセンブリは、統合されたエラストマーシールとステンレス鋼のグリップリングによって保証されます。
あらゆる点で便利で、操作に非常に実用的で、押して挿入することによってアセンブリを組み立てる方法(プッシュ接続)
プッシュインアセンブリの一般的な圧力と温度の範囲を表に示します。
| 組立タイプ | 圧力範囲、kPa | 温度範囲、ºC |
| 押し込み挿入、D = 12.7 – 50.8 mm | 0 – 1375 | マイナス18/プラス120 |
このタイプのアセンブリには、2つの一般的なタイプの継手があります。どちらのオプションも、強力で信頼性の高いノットアセンブリを作成します。ただし、一方のタイプのプッシュインフィッティングを使用すると、システムメンテナンスなどのインストール後にアセンブリを簡単に取り外すことができますが、もう一方のタイプはこの構成をサポートしていません。このモーメントフィッティングは互いに異なります。
プッシュイン接続用のフィッティングのタイプ:左側-折りたたみ可能なデザイン。右-分離不可能なデザイン
アセンブリを組み立てる前に、すでに上で説明したように、銅パイプを使用してすべての準備手順を実行する必要があります
ここでは、銅パイプの面取りされた端をサンドペーパー、ナイロン研磨布、または衛生布で清掃することに特別な注意を払う必要があります。これらのアクションにより、挿入時のシーリングガスケットの完全性が保証されます。 フィッティングボディの銅パイプ
組み立てには、フィッティングの本体に向けられた剛性のある押し込みとねじりの動きの実行が含まれます。フィッティング内の銅パイプの移動は、銅パイプがフィッティングカップの背面に当たるまで実行されます。この瞬間は通常、銅の表面に挿入深さの以前に作成されたマークによって示されます。
情報の助けを借りて:クーパー
その他のはんだ付けオプション:銅パイプやさまざまな金属での作業
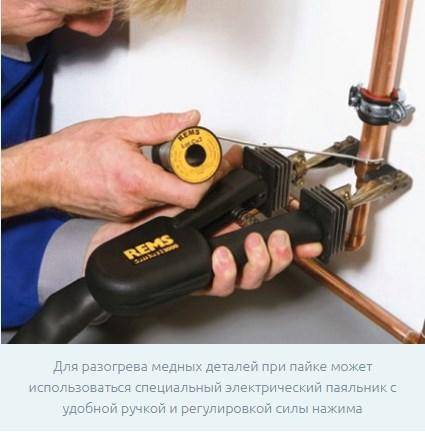
銅パイプのはんだ付けには、この種の作業の経験が必要です。したがって、ホームマスターが初めてそのような作業を行う場合は、すでに完成した給水または暖房ラインを何度もやり直さないように、事前に練習することをお勧めします。銅管は、硬質はんだ(ガスバーナーを使用)と軟質合金の両方ではんだ付けできます。 2番目のケースでは、銅パイプの場合、高出力ハンマーはんだごてを使用するのが適切です。
 正確で高品質のはんだ付けは、接続の耐久性の鍵です
正確で高品質のはんだ付けは、接続の耐久性の鍵です
銅パイプのはんだ付けのニュアンス:それを正しく行う方法
銅管をはんだ付けするためのフラックスとして、ロジンを使用するのが最適です。それはパイプの外面に均一な層で適用され、その後フィッティングがそれに取り付けられます。その裏側には、高速道路の2番目の部分が取り付けられています。次に、フィッティングをガスバーナーで加熱し、はんだを継ぎ目に沿って「フィッティング」します。高温の影響で溶け、継ぎ目を埋め、高品質の密着を実現します。
 時々あなたはフィッティングなしでやらなければなりません
時々あなたはフィッティングなしでやらなければなりません
銅パイプを自分の手ではんだ付けするのはそれほど難しいことではありませんが、この作業には注意と正確さが必要です。もちろん、言葉で言えば、すべてがわかりやすく説明できるわけではないので、ガスバーナーで銅をはんだ付けする方法についてのビデオを親愛なる読者に紹介します。これにより、すべてがより明確になります。
 YouTubeでこのビデオを見る
YouTubeでこのビデオを見る
自宅で銅パイプをはんだ付けする方法の問題に対処したら、次の問題、つまり同一でない金属(アルミニウム、鉄、またはステンレス鋼を使用した銅)のはんだ付けに進むことができます。
銅線をアルミにはんだ付けする方法
アルミニウムと銅のはんだ付けは、かなり複雑なプロセスです。同じはんだが銅と同じようにアルミニウムにはほとんど適していないことに注意する必要があります。逆もまた同様です。スチールスリーブを使用すると、これらの金属を合わせるのがはるかに簡単になります。今日、製造業者はそのような目的のために特別なはんだとフラックスを提供していますが、それらのコストはかなりのものであり、そのような作業の不採算につながります。

全体の問題は、銅とアルミニウムの対立にあります。それらは異なる不応性、密度を持っています。さらに、アルミニウムは銅と相互作用すると、強く酸化し始めます。このプロセスは、電流が接続を通過するときに特に加速されます。したがって、必要に応じて 銅線とアルミニウム線の接続 中にAlyuPlusコンタクトペーストが入っているWAGOセルフクランプ端子台を使用するのが最善です。アルミニウムから酸化物を取り除き、その後の出現を防ぎ、銅導体との通常の接触を促進するのは彼女です。









銅をアルミニウムにはんだ付けする方法を理解したら、より硬い金属に移ることができます。
 時々そのような接続は不可欠です
時々そのような接続は不可欠です
銅とステンレス鋼のはんだ付け方法
ステンレス鋼で銅をはんだ付けする場合、はんだ材料自体ではなく、使用する工具が重要な役割を果たしますが、多くは消耗品に依存します。この場合の最も許容できる材料は次のとおりです。
- 銅-リンはんだ;
- ピューターシルバー(カストリン157);
- 無線工学。
一部の職人は、適切な作業方法があれば、スズと鉛をベースにした最も一般的なはんだでも問題ないと主張しています。主なものは、フラックス(ホウ砂、はんだ付け酸)の必須使用、徹底的な加熱、そしてその後のはんだ付け(はんだ付け)です。
 銅とステンレス鋼の複雑なはんだ付け
銅とステンレス鋼の複雑なはんだ付け
そのような化合物はまれであり、したがって、そのような目的のための特殊なはんだは非常に高価です。
銅を鉄ではんだ付けする-それは可能ですか
このオプションは可能ですが、特定の条件が適用されます。たとえば、単純なプロパンバーナーはもはやヒーターとしては適していません。プロパンと酸素を使用する必要があります。ホウ砂はフラックスとして使用する必要がありますが、真ちゅうははんだとして機能します。この場合にのみ、正常な結果を期待できます。銅を鉄やステンレス鋼ではんだ付けするためのはんだを購入することは難しくありません。主なことは、追加費用が正当化されるかどうかを理解することです。
 銅と鉄のチューブのはんだ付けも可能です
銅と鉄のチューブのはんだ付けも可能です
そして今、私たちは、家庭の職人がさまざまな目的のために高速道路のはんだ付けパイプでどのように注意深く作業を行うことができるかを調べることを提案します。
1/5





銅製品のはんだ付け技術
ツールと材料を準備した後、次の手順で構成されるパイプがはんだ付けされます。
- ブランクをセグメントにカットします。
- 脱脂と酸化物の除去;
- 要素のドッキング;
- 接合線にはんだを塗布します。
アイテムを必要な長さにカットします
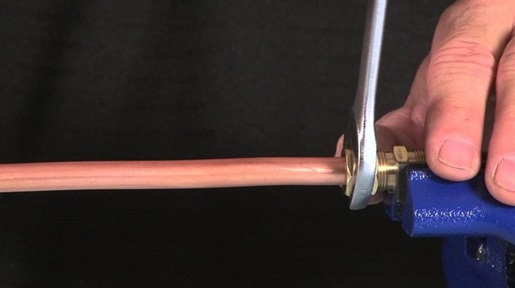
銅パイプの溶接は、パイプラインのマーキングから始まり、パイプラインは希望の長さの要素に切断されます。マーキングの際には、端を広げた後、チューブを接続するために必要な長さのマージンを考慮する必要があります。手持ちの切削工具でパイプをクランプし、超硬ローラーをワークの外面に巻き付けます。パイプ本体を切断する際に、ローラーを調整ボルトで押し付けますので、均一に切断できます。
弓のことカットの垂直性を保証する特別なテンプレートを使用してブランクをカットすることができます。切断する場合、外面の楕円形が接合部の気密性を悪化させるため(はんだで満たされないギャップの変化のため)、パイプの圧縮は許可されません。得られたフラッシュは、サンドペーパーと金属ブラシで取り除きます。次に、エッジの1つがエキスパンダーで処理され、強度が向上したシールジョイントが作成されます。
パイプの表面にフラックスを塗布します
銅パイプの日曜大工溶接では、接合する部品の表面から酸化物を除去する必要があります。ブランクを脱脂剤(アセトンなど)で拭き取り、接合したエッジに試薬を塗布します。有効成分であるフラックスの投与量を増やすことはお勧めしません 薄層に均一に塗布 接続エリアへ。試薬の塗布には、表面に繊維を残さないペイントブラシを使用しています。
はんだ付け前の部品の接続
フラックスを塗布した後、チューブを接続します。表面を潤滑した直後に要素を結合することをお勧めします(ほこりが沈殿するリスクを減らすため)。接続時にパーツが相互に回転するため、磁束が分散され、ぴったりとフィットします。接合部から絞り出された試薬は乾いた布で取り除きます。材料の破壊が始まるため、非鉄金属製の要素にフラックスを保持することは禁止されています。
低温はんだ付け時の接合部形成

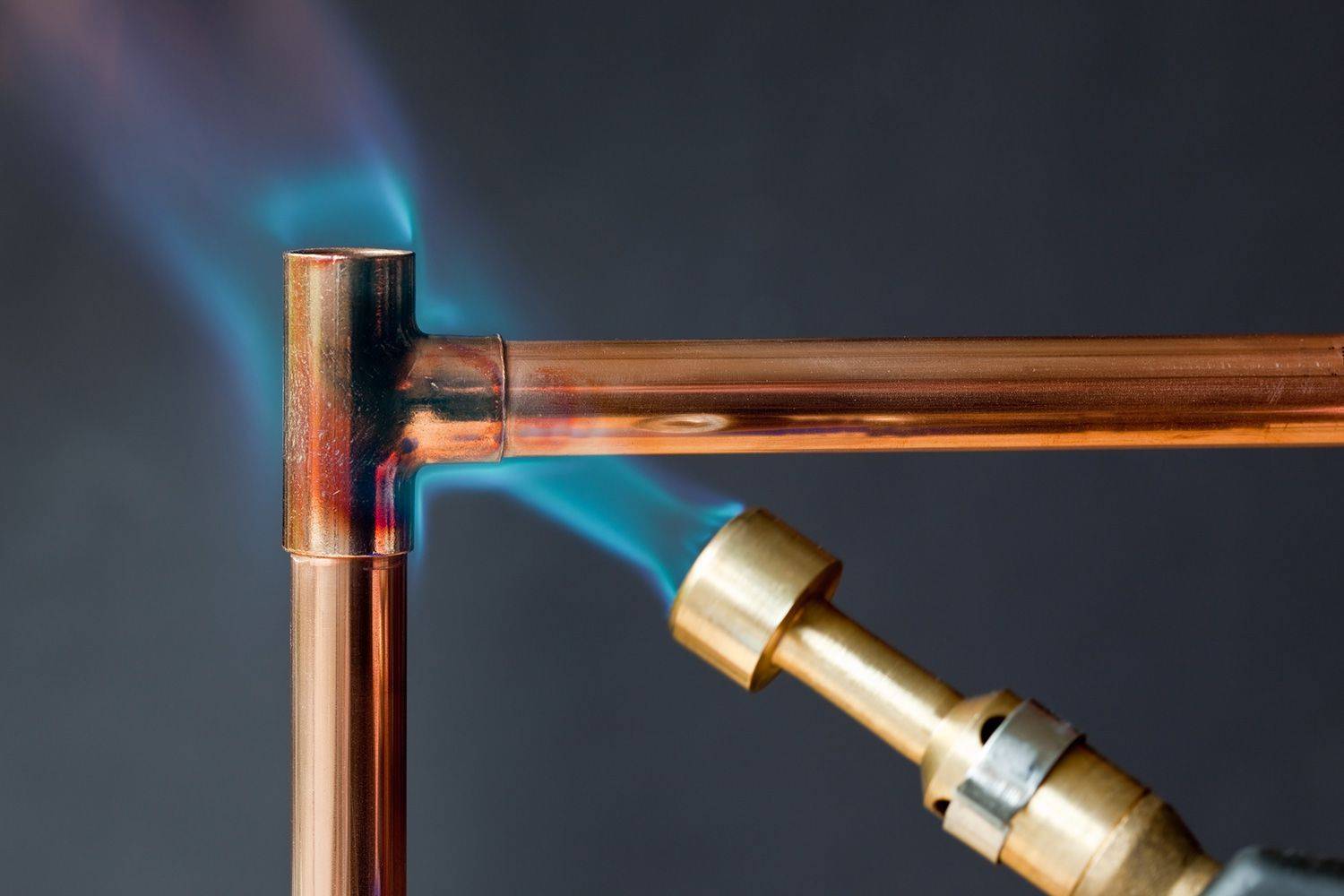
低温技術は、接続中の構造物の加熱を減らすように設計されたフラックスを使用します。ガスバーナーで銅管をはんだ付けすると、接続ゾーンにトーチが供給され、バーナーがジョイントに沿って移動し、部品の均一な加熱が保証されます。次に、はんだのバーが手に取られ、パイプ間のギャップに供給されます。溶融金属が表面に広がり始め、バーナーが横に移動し、加熱されたパイプの温度のためにはんだが接合部を満たします。










高温はんだ付けにおけるシーム形成
耐火はんだを使用する場合、パイプはバーナーによって高温に加熱されます。バーナーは、パイプがチェリーレッドの色相(750°Cの温度に対応)に加熱されるまで、ジョイントゾーンに沿って移動します。次に、バーナー炎で予熱されたはんだが接合部に供給されます。
はんだは加熱されたパイプとの接触で溶け、取り付けギャップを均等に埋めます。材料が配管の外側に残るため、余分なはんだを塗布する必要はありません。手順終了後、2〜3分待つ必要があります。接合部の温度が下がり、はんだが結晶化した後、フラックスの残留物が除去されます。接続の追加の機械加工は必要ありません。
銅パイプの種類
パイプラインを製造する前に、部品を選択する必要があります。購入した部品には、次の2種類があります。
- アニールされていない-延性指数が低い高強度要素。それらは製造後に追加の熱処理を受けません。
- 焼きなまし-追加の熱処理を受ける要素。それらは摂氏約700度の温度に保たれています。材料は高い可塑性指数を獲得します。追加の熱処理のおかげで、それらは臨界温度に対してより耐性があります。
銅パイプは、壁の厚さや販売されているコイルのサイズが異なります。 GOSTによると、それらは純銅でできている必要があります。
銅管のはんだ付けに必要なもの
銅パイプのはんだ付けは、自分の手で行うのは難しくありませんが、高価な設備や特別な材料を必要としません。適切に実装するには、次のデバイスが必要です。
バーナー。これにより、はんだとそれらが接続されるパイプセクションが加熱されます。原則として、プロパンガスはそのようなバーナーに供給され、その圧力は溶接減速機によって調整されます。
銅管を切断するための専用工具。この金属で作られた製品は非常に柔らかいので、壁にしわが寄らないように十分に穏やかにカットする必要があります。さまざまなモデルのパイプカッターが現代の市場で提供されており、機能と技術的能力の両方が異なります。
このようなデバイスの個々のモデルを設計することは重要であり、手の届きにくい場所での作業にも使用できます。
パイプエキスパンダーは、銅パイプの直径を拡張できるデバイスです。これは、はんだ付けを改善するために必要です。銅パイプから取り付けられるさまざまなシステムでは、同じセクションの要素が使用され、それらを定性的に接続するには、接続された要素の1つの直径をわずかに大きくする必要があります。パイプエキスパンダーなどの装置が解決するのはこの問題です。
パイプエキスパンダーなどの装置が解決するのはこの問題です。
銅パイプフレアリングキット
銅パイプの端を面取りするための装置。トリミング後、部品の端にバリが残り、高品質で信頼性の高い接続が得られなくなる可能性があります。それらを取り外し、パイプの端に必要な構成を与えるために、はんだ付けする前にベベラーが使用されます。現在市場に出回っている面取り装置には、主に2つのタイプがあります。丸い本体に配置され、鉛筆の形で作られています。使用するのに便利ですが、より高価なのは、直径36mm以下の柔らかい銅パイプを処理できる丸いデバイスです。
はんだ付け用の銅管を適切に準備するには、その表面からすべての不純物と酸化物を除去する必要があります。これらの目的のために、ブラシとブラシが使用され、その毛は鋼線でできています。
銅パイプのろう付けは通常、高温と低温の可能性がある硬質はんだを使用して行われます。高温はんだは、その組成に約6%のリンを含む銅線です。このようなワイヤーは700度の温度で溶けますが、低温タイプ(スズワイヤー)の場合は350度で十分です。
銅パイプをはんだ付けする技術には、保護機能を実行する特殊なフラックスとペーストの使用が含まれます。このようなフラックスは、形成されたシームを気泡の形成から保護するだけでなく、パイプ材料へのはんだの付着を大幅に改善します。
フラックス、はんだ、その他の基本的な要素に加えて、すべてのワークショップやガレージにある銅パイプをはんだ付けするための追加のツールが必要になります。銅製品をはんだ付けまたは溶接するには、さらに以下を準備します。
- 通常のマーカー;
- ルーレット;
- 建物レベル;
- 剛毛の小さなブラシ。
- ハンマー。
作業を開始する前に、決定することも重要です 銅をはんだ付けする方法 パイプ。主な選択肢は2つあります。銅のろう付け(あまり一般的ではありません)と軟質はんだの使用です。この問題を解決するときは、1つまたは別のタイプのはんだを使用するための要件があるという事実から先に進むことが重要です。
そのため、冷凍機やエアコンのはんだ付けには硬質はんだが使用されています。他のすべての場合(給水システム、暖房システムなど)、スズ線を使用できます。ただし、どのテクノロジーを選択する場合でも、どのような場合でもフラックスが必要であることを覚えておく必要があります。
この問題を解決するときは、1つまたは別のタイプのはんだを使用するための要件があるという事実から先に進むことが重要です。そのため、冷凍機やエアコンのはんだ付けには硬質はんだが使用されています。
他のすべての場合(給水システム、暖房システムなど)、スズ線を使用できます。ただし、どのテクノロジーを選択する場合でも、どのような場合でもフラックスが必要であることを覚えておく必要があります。

はんだ付け前に銅パイプの内面を剥がすためのブラシ
消耗品とツール
パイプとフィッティングに加えて、はんだ付け自体のためにトーチ、はんだ、フラックスも必要になります。また、パイプベンダーと、作業を開始する前に処理するためのいくつかの関連する小さなものもあります。










継手を内側から剥がすためのブラシ
はんだとフラックス
あらゆるタイプの銅パイプのはんだ付けは、フラックスとはんだの助けを借りて行われます。はんだは通常、特定の融点を持つスズをベースにした合金ですが、必然的に銅よりも低くなります。それははんだ付けゾーンに供給され、液体状態に加熱され、接合部に流れ込みます。冷却後、しっかりと耐久性のある接続を提供します。
自分の手で銅管をアマチュアはんだ付けする場合は、銀、ビスマス、アンチモン、銅を添加したスズ系はんだが適しています。銀を添加した化合物が最良と見なされますが、銅添加剤を含む最も高価で最適な化合物です。鉛の添加もありますが、配管には使用しないでください。これらすべてのタイプのはんだは、優れたシーム品質と簡単なはんだ付けを提供します。

フラックスとはんだは必須の消耗品です
ソフトはんだは小さなリールで販売され、ハードはんだはパックで販売され、細かく切断されます。
はんだ付けする前に、接合部はフラックスで処理されます。フラックスは、溶融はんだを接合部に流入させる液体またはペースト状の薬剤です。ここで選択する特別なことは何もありません。銅用のフラックスならどれでもかまいません。また、フラックスを適用するには小さなブラシが必要になります。より良い-天然毛で。
バーナー
柔らかいはんだで作業するには、使い捨てガスボトル付きの小さなハンドトーチを購入できます。これらのシリンダーはハンドルに取り付けられており、容量は200mlです。サイズは小さいですが、火炎温度は1100℃以上で、軟質はんだを溶かすのに十分です。
注意しなければならないのは、ピエゾ点火の存在です。この機能は不要ではありません-作業が簡単になります
手動ガスバーナーのハンドルにバルブがあります。炎の長さ(ガス供給の強さ)を調整します。バーナーを消す必要がある場合は、同じバルブがガスを遮断します。安全性は、炎がない場合にガス供給を遮断する逆止弁によって提供されます。

銅パイプをはんだ付けするためのハンドトーチ
一部のモデルにはフレームデフレクターがあります。炎が消えないため、はんだ付けゾーンの温度が高くなります。このおかげで、リフレクター付きのバーナーを使用すると、最も不便な場所で作業することができます。
家庭用およびセミプロ用モデルで作業する場合は、プラスチックが溶けないようにユニットを過熱しないように注意する必要があります。したがって、一度に多くのはんだ付けを行う価値はありません。この時点で、機器を冷却して次の接続を準備することをお勧めします。
関連資料
銅パイプを切るには、パイプカッターか金属刃の弓のこが必要です。カットは厳密に垂直でなければならず、パイプカッターを提供します。そして、弓のこで均等にカットすることを保証するために、通常の大工マイターボックスを使用することができます。

パイプカッター
パイプを準備するとき、それらはきれいにされなければなりません。これを行うために、特別な金属製のブラシとブラシ(内面を掃除するための)がありますが、中程度から細かい粒子のサンドペーパーでうまくいくことができます。
カットからバリを取り除くために、ベベラーがあります。彼らが作ったパイプは、フィッティングによりよくフィットします-そのソケットは、外径よりわずか1ミリメートル大きいだけです。したがって、わずかな逸脱は困難につながります。しかし、原則として、サンドペーパーですべてを取り除くことができます。時間がかかるだけです。
また、保護メガネと手袋を着用することをお勧めします。ほとんどのホームクラフターはこれらの安全機能を無視していますが、火傷は非常に厄介です。これらは、銅パイプをはんだ付けするために必要なすべての材料とツールです。
適用する場合
硬質はんだによるはんだ付けは、それが実行されるときに、\ u200b\u200b製品の接合領域が450度以上のオーダーの温度に加熱されなければならないという事実で注目に値します。
このようなはんだは耐火物と呼ばれ、その助けを借りて得られた接続は、強い熱加熱でもその強度特性を保持します。
 ハードはんだ付けとは異なり、ソフトはんだ付けでは、はるかに低い加熱(約200〜300℃)で確実な接着を提供する低温消耗品を使用します。
ハードはんだ付けとは異なり、ソフトはんだ付けでは、はるかに低い加熱(約200〜300℃)で確実な接着を提供する低温消耗品を使用します。
原則として、常温で使用するはんだ付けの際に使用するものであり、強熱による接触の維持を保証するものではありません。
ハードはんだの可能性は、強度特性の観点から、溶接と低温はんだ付けの中間の位置を占めるシームを取得する必要がある領域で広く使用されています。
同時に、接触ゾーンの材料の構造を維持することに特別な注意が払われます。接触ゾーンは、処理後に元の特性を失わないようにする必要があります。超硬ジョイントは、次の状況で最も頻繁に需要があります。
超硬ジョイントは、次の状況で最も頻繁に需要があります。
- 金属切削工具、硬質合金加工インサートを備えたカッターの製造。
- 非鉄金属とステンレス鋼に基づいて作られた容器と容器の製造;
- 自動車修理工場(ラジエーターおよび個々のトランスミッション要素を修理する場合)、および溶接の使用が非常に望ましくない場所。
- 冷凍および熱交換装置に設置され、「臨界」温度または高圧下で動作する硬質銅合金製のパイプを設置および修理する場合。
- 動作中に負荷の増加や弾性変形が発生する薄肉の物体や部品の信頼性が高く耐久性のある接続のため。

ハードはんだ付け技術を使用することで、得られる接合部の必要な強度と過熱に対する耐性が保証されます。さらに、炭化物法は、操作中に高温にさらされる銅または真ちゅう製品の修理に使用されます。








上記のろう付け材料とは異なり、ソフトはんだ付けの用途は通常の動作条件に限定されます。この方法は、過度の熱や変形を受けない可融性材料で作られた製品と部品の信頼性の高い接続を取得する必要がある場合に最もよく使用されます。
普及しているスズ-鉛はんだ付け組成物は、部品の「ソフト」アーティキュレーションで特に人気があります。
3銅パイプをはんだ付けする方法は?
銅製品で作られたパイプラインを設置するためのスキームは非常に単純です。
パイプカッターを使用して、必要な長さのパイプを切断します(最も均一なエッジを得るには、切断装置に対して垂直に配置する必要があります)。
鋼製の毛のブラシでパイプのバリを取り除き、ブラシで表面をきれいにします
注意-細粒のサンドペーパーを使用してこれらの作業を行うことは固く禁じられています。これは、サンドペーパーの小さな粒子が銅の表面に残り、接着レベルが低下するためです。
両方のセグメントが互いに自由に入るように、管状製品の2番目の部分を必要なセクションに拡張します(この場合、小さなギャップも残る必要があります)。
汚れを取り除き(すべて同じデバイス)、膨張した製品の端にバリを付けます。
小さな部分のパイプにフラックスを塗布し、ブラシで表面に分散させます。加熱すると、はんだがパイプライン内に入り、そこで凍結した液滴を形成し、システムの動作中に水を移動するときにノイズが発生する可能性があるため、フラックスを過剰に適用する(または不均一に分散させる)ことはできません。

その後、パイプを接続できます(パイプを1つに挿入します)。同時に、はんだがパイプに付着しないように、湿らせた布で余分なフラックスを取り除く必要があります。手順の次のステップは、得られた化合物をウォームアップすることです。フラックスが銀色に変わった瞬間に、ジョイント加熱動作が終了します。
次に、はんだが接合部に運ばれます。接合部は、バーナーからの熱なしに、加熱されたパイプ材料(銅の高い熱伝導率を誰もが知っています)から溶けます。毛細管現象によるはんだは、接続された要素の間に浸透します。管状製品の表面にはんだ液滴が現れると、はんだ付けが完了します。

その後、パイプの接合部が冷えるはずです。冷却中は、システムに機械的な影響を与えることはできません。また、プロセスを高速化することもできません。 冷気供給。はんだ付けの最終段階で冷却された接合部は、水に浸した布で拭きます。これにより、パイプラインの見栄えが良くなり、はんだやフラックスの残留物がなくなります。
銅管の設置
自分の手で配管システムを設置する過程で、銅管を他の材料で作られた製品と接続することが必要になることがよくあります。暖房システム、冷温水供給では、鋼、プラスチック、真ちゅうを含む銅化合物は、腐食プロセスの発生の観点から安全です。しかし、銅と亜鉛メッキ鋼との接触は、亜鉛メッキパイプにとって危険であり、電解プロセスによるパイプの破壊につながります。パイプラインの故障を避けるために、の助けを借りて接続を行い、鋼から銅への水の流れの方向を確保する必要があります。
作業を開始する前に、暖房システムに銅パイプを設置したり、温水または冷水を供給したりするためのツールを準備する必要があります。これを行うには、パイプベンダー、ガスバーナー、またはヒートエアガンなどの複雑な構成のセクションが存在する場合に、パイプカッターまたは金属用の弓のこ、ファイルまたはスクレーパーが必要になります。
銅配管 日曜大工は、事前に計算された長さのセクションから始まります。次に、パイプの外側と内側の部分のバリ取りを行う必要があります。必要に応じて、カットを位置合わせします。パイプベンダーを使用すると、パイプの平坦化やしわの形成を防ぎ、これらの場所でパイプラインのパフォーマンスを低下させる可能性があります。
パイプの直径が15mmを超えない場合、曲げ半径は3.5以上の直径である必要があり、15 mmを超える場合は、4つの直径である必要があります。手で曲げる場合、高品質の曲げは、直径8に等しい半径でのみ得られます。
銅パイプは耐食性がありますが、製造技術の違反、不適切なはんだ付け、研磨剤による深刻な水質汚染により、非常に危険な孔食を受ける可能性があります。酸化皮膜が破壊された箇所で配管が腐食します。このプロセスを回避する1つの方法は、給水パイプラインと暖房パイプラインにフィルターを取り付けることです。
現代の建設市場では、銅パイプは、その独自の性能により、コストが高いにもかかわらず、鉄鋼、プラスチック、および金属プラスチック製品と非常にうまく競合しています。
ポリマーパイプがますます頻繁に使用されているという事実にもかかわらず、金属製品は依然として大きな成功を収めています。原則として、銅、真ちゅう、鋼が金属として使用されます。耐食性と高温に対する耐性の点で優れているため、銅が区別されます。実際、この記事では銅パイプの接続について説明します。
銅パイプはコストが高いという事実にもかかわらず、材料のすべての特性を考えると、それらの使用は非常に正当化されます。
まず、銅管を接続する前に、はんだ付けなどで接続する方法を決める価値があります。
パイプラインをフィッティングで組み立てる
銅管と継手の接続は、検査のためにアクセス可能な場所でのみ実行されます。この規則は、接続が完全に密閉されておらず、時間の経過とともにリークが発生する可能性があるためです。
ねじ山接続の利点は、結果として生じる接続が取り外し可能であるため、必要に応じて、追加の労力なしで修理を行うことができることです。
ツールと材料
パイプラインを組み立てるには、次の材料とツールが必要になります。
- 適切な直径の銅パイプ;
- クリンプまたはプレスフィッティングの接続;

配管組立用の特殊装置
継手の種類と数は、パイプラインスキームに従って選択されます。
- パイプカッターまたは弓のこ;
- 銅パイプ用パイプベンダー。このデバイスは、接続数の少ないパイプラインを編成するために使用されます。これにより、システムの強度が向上します。
- 切断後(接合前)のパイプを処理するためのファイル。さらに、細かいサンドペーパーを使用できます。
- ねじ山をシールするためのFUMテープ。 FUMテープに加えて、リネンスレッド、Tangit Unilokスレッド、またはその他のシール材を使用することもできます。
- レンチ。
組立説明
継手を使用した銅パイプラインの日曜大工の組み立ては、次の方法で実行されます。
- パイプラインのパイプを切断します。各パイプの長さは、システムの開発中に作成されたスキームに完全に準拠している必要があります。
- 絶縁層の除去。設備の整ったパイプラインシステムに断熱材付きのパイプを何らかの目的で使用する場合は、強力な接続のために断熱材層を取り除きます。これを行うには、目的のセクションをナイフでカットし、パイプをクリーニングします。
- カットエッジは、滑らかな表面が得られるまでヤスリ、サンドペーパーで処理されます。パイプの端にバリ、くぼみ、その他の凹凸が残っていると、接続の気密性が低下します。

継手に接続する前にパイプを剥がします
- 必要に応じて、パイプを曲げます。
- 準備したパイプにユニオンナットと圧縮リングを取り付けます。

接続用フィッティングエレメントの取り付け
- パイプは継手に接続されています。最初に手で締め、次にレンチで締めます。締め付け中、フェルールは接続を完全に密閉し、追加のシーラントの必要性を排除します。ただし、銅管を別の材質の管や継手に接続する場合は、FUMテープによる追加のシールが必要です。
フィッティング固定
柔らかい銅は変形しやすいので、ねじ山を締めすぎないことが重要です。



