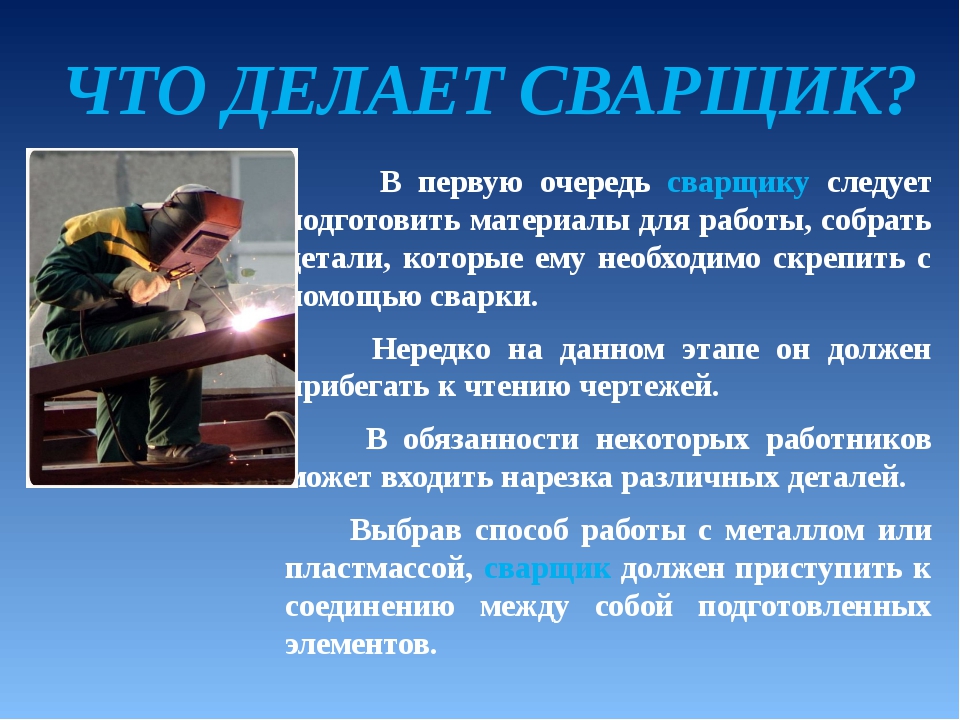
初心者の溶接工として始める方法
これが最後に、目の前にある溶接インバーター、溶接機のマスク、電極です。経験豊富な溶接工が必要とするのはこれだけではありませんが、初心者には十分です。 電気溶接で調理することを学ぶ.
まず、インバータに2本のケーブルを接続する必要があります。 1本は電極ホルダー付き、もう1本はアース端子付き
どのケーブルをインバーターのプラスまたはマイナスに接続するのが良いかは、まだそれほど重要ではありません。溶接の基礎を徐々に学びながら、正極性と逆極性についてさらに学ぶことができます
そこで大胆に、電極ホルダーをインバーターのプラスに接続し、アース付きクランプをマイナスコネクターに接続し、電極をホルダーに挿入して調理してみます。この場合、電極に点火する前に、インバータの溶接電流を適切に調整してください。電極のパラメータと溶接電流(上記参照)の表を使用して、最も適切な値を選択してください。
したがって、最初にアークを照らす方法を学ぶ必要があります。これは、電極を金属上で軽くたたくか、その先端を金属上でわずかに動かすことによって行われます。初心者の場合は、2番目のオプションを使用することをお勧めします。
電極は表面に確実にくっつくので、金属に強くくっつける必要はありません。溶接アークが点灯したらすぐに、溶接の進行中は常にアークを燃焼させ続ける必要があります。この場合、電極と金属表面の間の距離は約2〜3 mm(短い円弧)である必要があります。
すべてがうまくいき、アークが燃えたら、ワークピースの溶接を試みることができます。これを行うには、電極を横に傾け、40〜60度の角度で保持します。電極をジョイントに沿ってゆっくりと左右に動かし始めます。電極はさまざまな方法で導くことができますが、一度にすべてを習得することは不可能です。
溶接ジョイントとシームで発生する可能性のある欠陥
電気溶接は複雑なプロセスであり、必ずしもすべてがスムーズに進むとは限りません。
作業のエラーの結果として、継ぎ目とジョイントには、次のようなさまざまな欠陥がある可能性があります。
- クレーター。溶接ビードの小さなくぼみ。アークブレークまたはシームの最後のフラグメントの実行エラーの結果として表示される場合があります。
- 毛穴。部品のエッジが錆や油などで汚染されると、溶接シームが多孔質になります。さらに、シームの冷却が速すぎる場合、溶接速度が速い場合、および濡れた電極で作業する場合に、多孔性が発生する可能性があります。
- アンダーカット。それらは、シームビーズの両側にある小さなくぼみのように見えます。コーナージョイントを溶接する際に、電極が垂直壁の方向に変位したときに表示されます。さらに、長いアークで作業する場合、または溶接電流値が高すぎる場合、アンダーカットが形成されます。
- スラグ含有物。溶接ビードの内側にスラグの破片があります。これは、エッジが汚れている場合、溶接速度が速い場合、または溶接電流が低すぎる場合に発生する可能性があります。
これらは最も一般的な溶接欠陥ですが、他にもある可能性があります。
電気溶接技術
電気溶接は、金属が溶ける以上の高温の影響下で発生するプロセスです。溶接の結果、溶融電極で満たされた金属表面にいわゆる溶接プールが形成され、溶接シームが形成されます。
したがって、電気溶接を実施するための主な条件は、電極アークを点火し、溶接されるワークピース上の金属を溶かし、溶接プールをそれで満たすことです。簡単に言えば、準備の整っていない人がこれを行うのは非常に難しいように思われます。まず、電極がどれだけ速く燃焼するかを理解する必要があります。これは、電極の直径と電流強度に依存し、金属溶接中のスラグを区別することもできます。
さらに、溶接がスムーズで信頼性が高く、破壊荷重に耐えられるように、溶接中(左右)に均一な速度と電極の正しい動きを維持する必要があります。
アークを点灯する方法
電気溶接の開発を開始するには、アークを正しく点火する必要があります。トレーニングは不要な金属片で行うのが最適ですが、錆びてはいけません。これは作業を非常に複雑にし、初心者の溶接工を混乱させる可能性があるためです。
アークを開始する簡単な方法は2つあります。
- ワークピースの表面の電極にすばやく触れてから、2〜3mmの距離まで引き上げます。上の金属から電極を持ち上げると、アークが消えたり不安定になりすぎたりする可能性があります。
- まるでマッチに火をつけているかのように、溶接するワークピースの表面に電極を打ちます。電極の先端で金属に触れ、アークが発火するまで表面上(溶接部位に向かって)2〜3cm引き寄せる必要があります。
アーク点火の2番目の方法は、最も簡単なため、初心者の電気溶接機に最適です。また、金属に関する短期間のガイダンスは電極を温め、それからそれで調理するのがはるかに簡単になります。


アークの点火後は、ワークピースの表面にできるだけ近づけて、0.5 cm以内の距離に保つ必要があります。さらに、この距離は常にほぼ同じに保つ必要があります。そうしないと、溶接が行われます。醜くて不均一であること。
溶接速度
電極の速度は、溶接される金属の厚さに依存します。したがって、それが薄いほど、溶接速度は速くなり、逆もまた同様である。アークに火をつけ、多かれ少なかれ料理を始める方法を学ぶとき、これの経験は時間とともに来るでしょう。下の写真は、溶接がどのくらいの速度で行われたかを理解するための実例を示しています。
ゆっくりとすると、溶接シームが厚くなり、そのエッジが強く溶けます。逆に、電極の駆動速度が速すぎると、継ぎ目が弱くて薄くなり、不均一になります。正しい溶接速度では、金属が溶接プールを完全に満たします。
さらに、溶接を行うときは、金属表面に対する電極の正しい角度を監視する必要があります。角度は約70度で、必要に応じて変更できます。溶接の形成中、電極の動きは、縦方向、並進方向、および振動的に、左右に変化する可能性があります。
これらの電極誘導技術のそれぞれにより、目的のシームを実現し、その幅を縮小または拡大し、その他のパラメータを変更することができます。
溶接方法
現在、溶接には多くの方法があります。それらはさまざまな基準に従って分割されます。この情報は初心者の方にも役立ちますので、ぜひお読みください。
加熱によっては、製品の端が完全に溶けたり、塑性状態になったりする場合があります。最初の方法では、接合する部品に特定の力を加える必要があります-圧力溶接。
第二に、接続は、溶融金属と電極が存在する溶接プールの形成の結果として形成されます。
製品がまったく加熱されない他の溶接方法があります-冷間溶接、または塑性状態にされない-超音波を使用した接続。
溶接の方法と種類。
その他のタイプの溶接は以下のとおりです。
- 鍛冶屋。
この方法では、接合される製品の端を炉で加熱してから鍛造します。この方法は最も古い方法の1つであり、現在は実際には使用されていません。 - ガスプレス。
製品のエッジは、平面全体にわたって酸素アセチレン族によって加熱され、塑性状態になり、その後、圧縮されます。この方法は非常に効率的で生産的です。ガスパイプライン、鉄道、機械工学の建設に使用されます。 - コンタクト。
部品は溶接装置の電気回路に含まれており、電流が流れます。部品の接点で短絡が発生し、その結果、接合部で大量の熱が放出されます。金属を溶かしてつなぐだけで十分です。 - バット、スポット、シーム-製品を固定するためのさまざまな接触方法。
- ローラー。
高品質で信頼性の高いシームを必要とするシート構造の接続に使用されます。 - テルミット。
金属は、鉄スケールの粉末と純アルミニウムの混合物であるテルミットを燃焼させることによって一緒に保持されます。 - 原子水。
製品のエッジは、2つのタングステン電極間で燃焼するアークの作用によって溶けます。電極は、水素が供給される特別なホルダーに接続されています。その結果、溶接プールのアークと液体金属は、酸素や窒素などの大気ガスの有害な影響から水素によって保護されます。 - ガス。
この方法の本質は、炎を使って部品を加熱して溶かすことです。炎は、可燃性ガスを酸素雰囲気で燃焼させることによって得られます。ガスと酸素の混合物は、特殊なバーナーを使用して得られます。
ガス溶接法とは、融接を指します。製品間の隙間はフィラーワイヤーで埋められています。この方法は、人間の生活のさまざまな分野で広く使用されています。薄肉製品、非鉄金属、鋳鉄を接続するときに最もよく見られます。
インバータ装置を使用する場合、電極の極性はそれほど重要ではありません。スキームに応じて、部品の加熱強度が変化するため、さまざまな溶接条件を作成できます
ヒント6
酔った海の膝の深さ。アルコールの影響下にある間は絶対に溶接しないでください。溶接の「飲用」を行うよりも、仕事を辞める方が良いです。このアドバイスはウクライナに関連しています。私は、4番目のカテゴリーの溶接工が酔っ払って溶接した後にどのように結婚したかを見なければなりませんでした。翌日、彼は自分の目を信じることができませんでした。彼はそれが彼の仕事であることを否定した。設計に責任がある場合、すべてがはるかに悪化します。ある建設会社では、垂直シームを実行できない溶接工が現場に派遣され、そこで彼の仕事にはバルコニーと手すりの設置と設置が含まれていました。今、彼が酔っている間にこの仕事をしたほとんどの時間を想像してみてください。ちなみに、これらの高層ビルにはすでに人が住んでいて、建設会社は古くから存在していません。



自宅での溶接には何が必要ですか?
作業を行うには、まず溶接機が必要になります。それにはいくつかの種類があります。
どちらを優先するかを決めましょう。
- 溶接発電機。特徴的な機能は、電気エネルギーを生成し、それを使用してアークを作成する機能です。電源がない場合に便利です。寸法が印象的で使い勝手が悪いです。
- 溶接変圧器。この装置は、主電源から供給される交流電圧を、溶接に必要な異なる周波数の交流電圧に変換します。デバイスは操作が簡単ですが、かなりの寸法があり、起こりうる電力サージに悪影響を及ぼします。
- 溶接整流器。主電源から供給される電圧を、電気アークの形成に必要な直流に変換する装置。コンパクトさと作業効率の違い。
家庭用にはインバータ式整流器が好ましい。それらは通常、単にインバーターと呼ばれます。設備は非常にコンパクトです。作業中は肩に掛けます。デバイスの動作原理は非常に簡単です。
高周波電流を直流に変換します。このタイプの電流を使用すると、最高品質の溶接が提供されます。
溶接ジェネレータは、ネットワークがなくても機能します。自力で発電します。システムは非常にかさばり、操作するのは非常に困難です。
インバーターは経済的で、家庭用ネットワークで動作します。さらに、初心者のために彼らと一緒に働く方が良いです。それらは操作が非常に簡単で、安定したアークを提供します。
インバータの欠点には、他のデバイスよりもコストが高いこと、ほこり、湿気、電力サージに敏感であることが含まれます。
家庭用溶接用インバータを選択する際は、溶接電流値の範囲に注意してください。最小値-160-200A
追加の機器機能により、初心者の作業が容易になります。
これらの楽しい「ボーナス」のうち、注目に値するものは次のとおりです。
- ホットスタート-これは、溶接アークが点火された瞬間に供給される初期電流の増加を意味します。このおかげで、アークをアクティブにするのがはるかに簡単になります。
- アンチスティック-電極ロッドがスタックしている場合、溶接電流を自動的に減らします。これにより、取り外しが簡単になります。
- アーク力-電極がワークピースに到達するのが速すぎると、溶接電流が増加します。この場合、固着は発生しません。
あらゆるタイプの溶接機に加えて、電極が必要になります。彼らのブランドは、溶接される材料の種類を示す特別な表に従って最適に選択されます。
溶接マスクも必要になります。一番いいのは頭にかぶるものです。手に持ちたいモデルは非常に不快です。
防護服でのみ溶接を行う必要があります。特殊なマスクが紫外線や水しぶきから目を保護し、タイトなスーツとキャンバスグローブが火傷を防ぎます
マスクは、単純な着色ガラスまたはいわゆる「カメレオン」にすることができます。アークが表示されると、ガラスが自動的に暗くなるため、後者のオプションが推奨されます。
水しぶきや紫外線から保護する特殊な衣服でのみ作業する必要があります。それは厚い綿のオーバーオール、ブーツまたはハイブーツ、キャンバスまたはゴム手袋にすることができます。
他に何が必要ですか
電極のない溶接機は全く役に立たないユニットです。電極は消耗品であり、消耗品と非消耗品、金属(鋼、銅、その他の金属製)と非金属、ワイヤーまたは剛性ロッドの形で、保護コーティングが異なるなども異なります。
電極と適切に溶接する方法を考えている人は、3mmまたは4mmの厚さの鋼製ユニバーサルロッドから始めるのが最善です。直径はパッケージに記載されており、適切なものを選択することは難しくありません。彼らとの仕事をマスターすれば、他のタイプに切り替えることは可能ですが、彼らは日常生活で需要がある可能性は低いです。
インバータ用電極
溶接用の消耗品に加えて、あなたは間違いなく溶接工のマスクが必要になります。それなしで作業することは絶対に不可能です、さもなければあなたはすぐに目の角膜のやけどや他の多くの視力の問題を起こす可能性があります。最高はカメレオンガラスのマスクです。むしろ、照明の変化に反応し、有害な放射線から目を保護する自動光フィルターを備えています。



また、火花で火傷しない適切な衣服、靴、手袋を入手することをお勧めします。その場合、感電から保護することができます。
ツールから、継ぎ目からスケールをノックオフするためのハンマー、および溶接する部品を目的の位置に固定できるすべての種類の万力、クランプ、および磁気コーナーが必要になります。
初心者の溶接工のための最小セット
溶接要素
溶接プロセスの基本を自信を持って習得したら、要素を単一の構造に接続することに進むことができます。そしてここでも、そのような衝撃に対する金属の反応に関連する微妙な点があります。
まず、継ぎ目の長さを正しく評価し、継ぎ目で結合するパーツが引っ張られていないことを確認する必要があります。これを行うには、クランプまたは他の方法を使用して、特定の位置に固定する必要があります。そして、固定を修正するために、彼らはいくつかの場所で横方向の縫い目でそれをつかみます。そしてその時だけ彼らはやけどをした。
溶接の順序は、ジョイントの長さによって異なります。一方向および一回の実行で、溶接できるのは長さ300mmまでの短いシームのみです。この距離が大きい場合は、小さなセグメントで縫合することにより、結果として生じる応力を補償する必要があります。
長さに応じて縫い目を作るためのスキーム
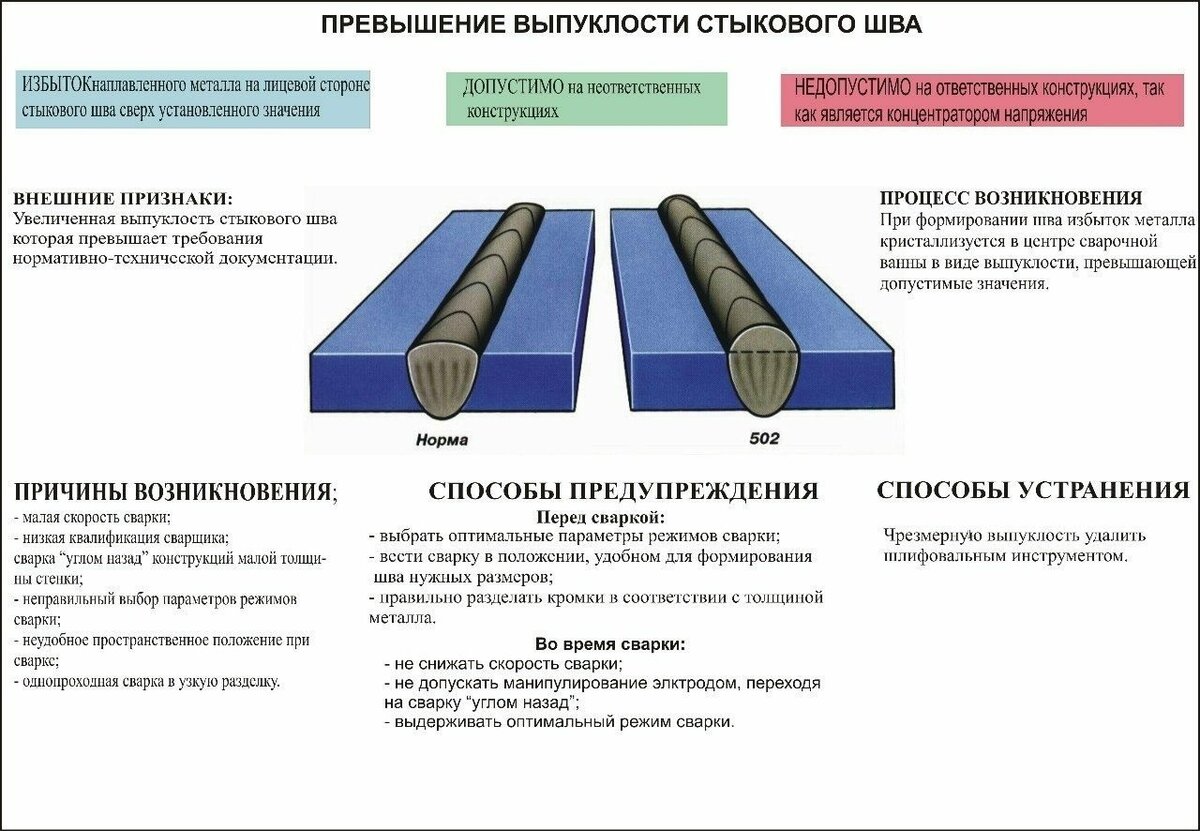
作業終了時のあまり美しくない縫い目は、グラインダーで慎重にカットして研磨することができます。
電気溶接の基礎
今日の溶接金属接合部は最も信頼性が高く、部品または部品が1つの全体に融合されています。これは、高温にさらされた結果として発生します。最新の溶接機のほとんどは、電気アークを使用して金属を溶かします。衝撃ゾーンの金属を融点まで加熱しますが、これは小さな領域で発生します。電気アークを使用するため、溶接は電気アークとも呼ばれます。
これは溶接するのに完全に正しい方法ではありません))少なくとも、マスクが必要です
電気溶接の種類
電気アークは、直流と交流の両方で形成できます。溶接変圧器は交流で溶接され、インバーターは直流で溶接されます。
変圧器の操作はより複雑です。電流が交流しているため、溶接アークが「ジャンプ」し、装置自体が重くてかさばります。それでも、動作中に放出される多くの迷惑なノイズと、アークおよびトランス自体。もう1つの厄介な問題があります。それは、変圧器がネットワークを強力に「設定」することです。さらに、重大な電圧サージが観察されます。この状況は隣人にあまり満足しておらず、あなたの家電製品は苦しむかもしれません。
溶接技術
電気アークが発生するには、反対の電荷を持つ2つの導電性要素が必要です。 1つは金属部分で、もう1つは電極です。
極性の異なる電極と金属が接触すると、電気アークが発生します。出現後、指示された場所で部品の金属が溶け始めます。同時に、電極棒の金属が溶け、電気アークで溶融ゾーンである溶融池に移動します。
ウェルドプールはどのように形成されますか?このプロセスを理解しないと、金属を正しく溶接する方法を理解できません(画像サイズを大きくするには それを右クリック)
その過程で、保護コーティングも燃焼し、部分的に溶融し、部分的に蒸発し、一部の高温ガスを放出します。ガスが溶接プールを囲み、金属を酸素との相互作用から保護します。それらの組成は、保護コーティングの種類によって異なります。溶融スラグも金属をコーティングし、その温度を維持するのに役立ちます。溶接で適切に溶接するには、スラグが溶接プールを覆っていることを確認する必要があります。
溶接は、バスを動かすことによって得られます。そして電極が動くと動きます。これが溶接の秘訣です。電極を特定の速度で動かす必要があります

必要な接続のタイプによっては、傾斜角度と電流パラメータを正しく選択することも重要です。
金属が冷えると、保護ガスの燃焼の結果としてスラグクラストがその上に形成されます。また、空気中に含まれる酸素との接触から金属を保護します。冷却後、ハンマーで叩きます。この場合、高温の破片が飛散するため、目の保護が必要です(特殊な眼鏡を着用してください)。
風船や樽からブレイザーを作る方法については、こちらをご覧ください。それに慣れてください。
インバーターで溶接するためのステップバイステップの説明
まず第一に、溶接のために、保護要素を持っている必要があります:
- 粗い布手袋;
- 目を保護する特別なフィルターを備えた溶接マスク。
- 溶接中に発生する火花から発火しない素材で作られたラフなジャケットとズボン。
- 厚い靴底の閉じた靴。
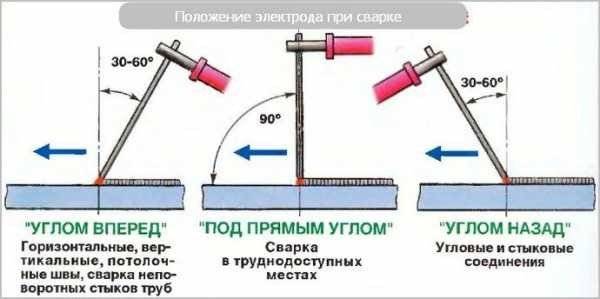
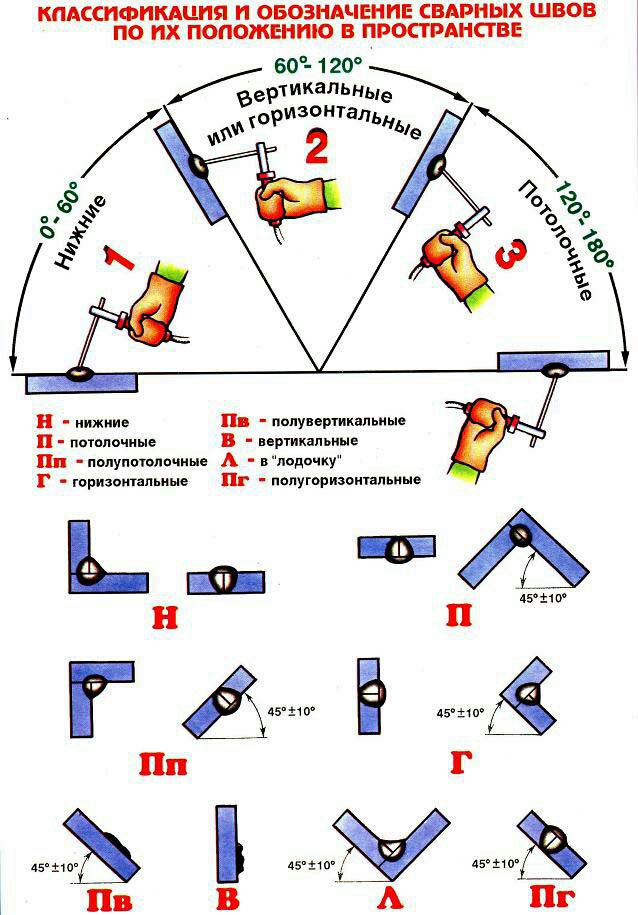
溶接中の電極の位置。
溶接インバータで溶接を開始する前に、安全な作業条件を作成するために必要な対策を講じる必要があります。
職場の適切な準備は次のとおりです。
- テーブルに必要な空きスペースを確保するには、不要なアイテムをすべて削除する必要がありますが、飛散する可能性があります。
- 高品質の照明を作成します。
- 感電防止のため、フローリングの上に立って溶接作業を行う必要があります。
次に、部品の厚さに応じて電流を調整し、電極を選択します。後者を用意する必要があります。それらが流通ネットワークでのみ購入され、その品質に疑いの余地がない場合は、このアクションをスキップできます。
電極を準備した後、マス端子を製品に接続します。
高品質で信頼性の高い金属接続を得るには、次の準備が必要です。
- 製品の端から錆が完全に除去されます。
- 溶剤の助けを借りて、さまざまな汚染物質が洗浄されます。
- 最後の段階で、エッジの清浄度がチェックされ、グリース、塗装、その他の汚染物質の存在は許容されません。
次に、溶接インバータを接続する必要があります。トレーニングは、ローラーの形で継ぎ目を形成する厚い金属シートで行うのが最適です。テーブルの上に水平に横たわっている金属に最初の接続を行います。その上に、継ぎ目が進むチョークで直線を描きます。
インバーターの電気回路。
その過程で、そのような物体のトレーニングは溶接技術を大幅に改善することができます。
溶接プロセスは、アークの点火から始まります。
このアクションを実行するには、次の2つの方法があります。
- 金属に引っかき傷;
- 金属をたたく。
方法の選択は人の好みに依存します。キンドリングの際の主なことは、接合領域の外側に溶接の痕跡を残さないことです。
アークの点火後、アークは金属との接触から点火され、溶接機はアークの長さに対応する短い距離で部品の表面から電極を取り外し、溶接を開始します。
その結果、2つの金属部品の接合部に溶接シームが形成されます。それはスケールで覆われます-表面のスケール。削除する必要があります。これは、縫い目を小さなハンマーで軽くたたくことで非常に簡単に行えます。
道具と機材
手動アーク溶接の技術は比較的単純で、特殊な装置と電極を使用して実行されます。また、補助工具と保護具も必要になります。



機器の種類
日曜大工のアーク溶接に使用できるデバイスには、次の3つのタイプがあります。
- トランスフォーマー。このようなデバイスの動作原理は、交流に基づいています。それらは非常に重く、一般的な電気ネットワークの電圧に突然の変化を引き起こす可能性があり、非常にノイズが多いことに注意する必要があります。変圧器に均一な継ぎ目を作ることは非常に困難です。経験豊富な溶接工だけがそれを行うことができます。しかし、初心者の職人が変圧器を使用したアーク溶接の訓練を受けている場合は、他の機器での作業がはるかに簡単になります。
- 整流器。デバイスの動作は、半導体ダイオードによって提供されます。このタイプのユニットは、交流を直流に変換します。これらは用途の広いデバイスです。ほとんどすべての電極がそれらに適しており、溶接はさまざまな金属で実行できます。変圧器と比較して、溶接プロセスははるかに簡単で、アークの安定性が維持されます。
- インバーター。彼らはほとんど静かに働きます。コンパクトで自動設定システムにより使いやすい。動作中、デバイスは交流を変換することにより高電力の直流を生成します。
すべてのデバイスの中で、インバーターが最高と見なされています。それらは、電力サージの間でも安定したアークを作成し、多機能です。
道具と機材
電気アーク溶接で溶接する前に、まず個人用保護具と工具を準備する必要があります。
- それに溶接および電極のための装置。溶接のスキルを習得しているだけの人は、より多くの電極を準備する必要があります。
- 補助ツール。アーク溶接技術では、溶接中に発生したスラグを除去します。このためには、金属用のハンマーとブラシが必要です。
- 保護服。高密度の材料で作られた特別なマスク、手袋、保護服なしで溶接を開始しないでください。人間の安全はそれらに依存しているので、そのような手段を無視する価値はありません。
デバイスを初めて使用する場合で、手動アーク溶接によって適切に溶接する方法を学びたい場合は、トレーニング用の金属要素を事前に準備することをお勧めします。
溶接技術
現在までに、次のタイプの電気アーク溶接が知られています。
-
非消耗電極による溶接。
電極として使用されるタングステン(またはグラファイト)ロッドは溶けませんが、電気アークを維持します。溶接金属は、ワイヤーまたはロッドの形で供給されます。このタイプの溶接は、はんだごてモードで、フィラー材料なしでも機能します。
-
サブマージアーク溶接。
電気アークを生成する電極は、部品を覆う磁束層に供給されます。したがって、空気の破壊的な影響を受けずに、金属の理想的な接続のための条件が作成されます。
-
半自動アーク溶接。
電極の役割は、電流が供給される金属線によって実行されます。それが溶けると、自動送りが発生します(アークの長さが一定に保たれるように)。同時に、シールドガス、二酸化炭素またはアルゴンが溶接サイトに注入されます。その結果、溶接の品質が大幅に向上します。
家庭では、これらのタイプの溶接は実際には使用されていません。したがって、4番目のタイプの溶接である手動電気アーク溶接の検討に移りましょう。
手動アーク溶接は、コーティングに特殊な電極を使用することに基づいています
手動溶接用の電気溶接機は、ACとDCの2種類に分けられます。交流を利用することで、高性能・高出力のデバイスを設計することができます。極性反転がないため、直流の利点は、金属のスパッタが少なく、継ぎ目が滑らかになることです。
海底パイプラインの修理
溶接機の動作は、2つの金属部品間の接触点での電気アークの生成に基づいています。高温(最大7000°C)で材料が溶融して液体状態になり、拡散が発生します-分子レベルで混合します。
溶接と接着の根本的な違いは、補助材料がないことです。接合される部品がモノリシック構造になります。
したがって、溶接を正しく行うために使用できるのは均質な金属のみであることを明確に理解する必要があります。アルミニウムを鉄に、銅をステンレス鋼に溶接することはできません。異なる材料の溶融温度は異なり、合金の作成は溶接装置の可能性の範囲に含まれていません。
鉄骨構造の溶接には、さまざまな溶接機があります。
-
トランスフォーマー。これらは、220 Vの電圧の主電源電流を、高温の電気アークを生成するために必要なパラメータの電流に変換するために使用されます。これは、電圧の低下(70 V以下)と電流強度の増加(最大数千アンペア)が原因で発生します。今日、そのような装置は、家庭で使用するには大きすぎて大量の電力を消費するため、徐々に過去のものになりつつあります。さらに、変圧器の動作は安定しておらず、ネットワーク全体の状態に悪影響を及ぼします。電源を入れると、電圧降下が発生し、敏感な家電製品に悪影響を及ぼします。 1つと3つのフェーズがあります。
-
整流器。
それらは、消費者ネットワークの交流を直流に変換します。このようなデバイスの動作原理は、バルブとも呼ばれる整流シリコンダイオードの使用に基づいています。 DC溶接機とAC溶接機の特徴的な違いは、正極の電極が強く加熱されることです。これにより、溶接プロセスの制御が可能になります。設定を操作することで「穏やかな溶接」を実行し、金属を切断する際の電極を大幅に節約できます。
-
インバーター。
かなり長い間(2000年まで)、コストが高いため、日常生活で広く使用することはできませんでした。しかし、後に彼らは大きな人気を得ました。インバータの動作原理は、主交流を直流に変換し、次に再び交流に変換することですが、すでに高周波電流に変換します。この方式と変圧器の溶接の違いは、変換された直流から得られるアークがより安定していることです。
インバーター溶接の主な利点は、電気アークのダイナミクスが改善されることと、設備の重量と寸法が大幅に削減されることです(直接変圧器と比較して)。また、出力電流をスムーズに調整できるようになり、ユニットの効率が大幅に向上し、運転中のアークの着火が容易になりました。
ただし、欠点もあります。
- 電子変換回路の加熱に関連する一時的な使用制限。
- 電磁「ノイズ」、高周波干渉の発生。
- 空気湿度の悪影響。これにより、デバイス内に凝縮物が形成されます。




溶接工にとって良い記事は、多くの有用なことを言って本当に気に入りました。