- 接続する方法は?
- 溶接接続
- ポリプロピレンパイプと金属プラスチックオプションの接続
- ポリプロピレンパイプの構造
- PP材料分類
- マーキングはどのように見えますか?
- 外観と内部構造
- PPパイプの種類とマーキングのデコード
- ポリプロピレンパイプの分類
- インストール
- 金属プラスチックパイプ-技術的特徴:
- アプリケーション-技術的機能によるカバレッジ:
- ポリプロピレンパイプ接続技術
- 溶接を使用して
- 「冷たい」方法
- 接着剤オプション
- マーキング
- ポリプロピレン製パイプの接合方法
- ねじ山継手
- 拡散溶接
- 電気器具による溶接
- 突合せ溶接
- 冷間溶接
- 接着剤の接続
- フランジアプリケーション
- はんだテープではんだ付け
- マーキングの数字と英字について
- 定格圧力
- オペレーティングクラス
- 寸法
接続する方法は?
ポリプロピレン管と金属管を接続する必要がある場合は、ねじ山接続方式を使用できます。これを行うには、一方の端が滑らかで、もう一方の端が金属パイプ用にねじ込まれている特別なフィッティングが必要になります。このタイプの接続では、パイプの直径は40mmを超えてはなりません。
継手のねじ山は、外部または内部のいずれかにすることができます。プラスチックパイプを溶接するには、裏面の滑らかな表面が必要です。気密性のために、乾性油を染み込ませたリネントウが主に使用されます。
ねじ山式取り付け方法の一連のアクション:
- パイプを直角に切断し、その端をグリースで潤滑してから、ねじ切り工具を使用してねじ山を適用します。
- スレッドからすべてのチップを取り除き、トウでジョイントをシールします。
- 継手がパイプスレッドにねじ込まれています。
- カップリングの反対側の滑らかな端は、ポリプロピレンパイプに溶接されています。
ポリプロピレンパイプは溶接と冷間法の両方で接続できます。最初のオプションは、最も信頼性が高く耐久性があると考えられているため、推奨されます。


溶接接続
溶接する前に、ポリプロピレンパイプとその継手を脱脂液で処理してから乾燥させる必要があります。この手順を実行した後でないと、直接溶接に進むことができません。箔で補強されたものを除いて、あらゆるタイプのPPパイプにも同様の準備作業が必要です。強化パイプの場合、カットは特別なクリーニングツール(シェーバー)でクリーニングされ、パイプの目的の端が挿入され、数回回転されます。剥がした後、パイプの上部を脱脂する必要があります。


パイプにマーカーで印を付け、継手に押し込むための希望の距離を記録する必要があります。次に、パイプの端をマンドレルに取り付け、継手を溶接機のスリーブに挿入する必要があります。すべてのアクションは、非常に迅速かつ明確に実行する必要があります。その後、接続された要素は厳密に割り当てられた時間加熱されます。
溶接する要素が溶けた後、それらをノズルから取り外し、パイプをフィッティングにすばやく押し込む必要があります。溶接する要素をしっかりと押し込み、しばらくこの位置に保持する必要があるため、接続にはある程度の力が必要です。結合要素を20秒以上クランプする価値はありません。これは、結合要素がしっかりと把握するのに十分な時間だからです。参加後は、必ず数分間冷ましてください。


ポリプロピレンパイプと金属プラスチックオプションの接続
この場合、結合方法は信頼できる接続方法と見なされます。取り付けには、さらに2つのモンキーレンチ、シーラントと牽引が必要になります。
ポリプロピレンと金属プラスチックパイプを接続するときの一連のアクション:
- 取り外し可能な要素は2つの部分に分解されます。
- おねじのある部分では、トウを巻き、シリコンシーラントでコーティングする必要があります。
- トウも2番目のフィッティングに巻かれ、すべてがシリコンで潤滑されています。
- 接続の一部は、最初に手でねじってから、モンキーレンチで差し出す必要があります。
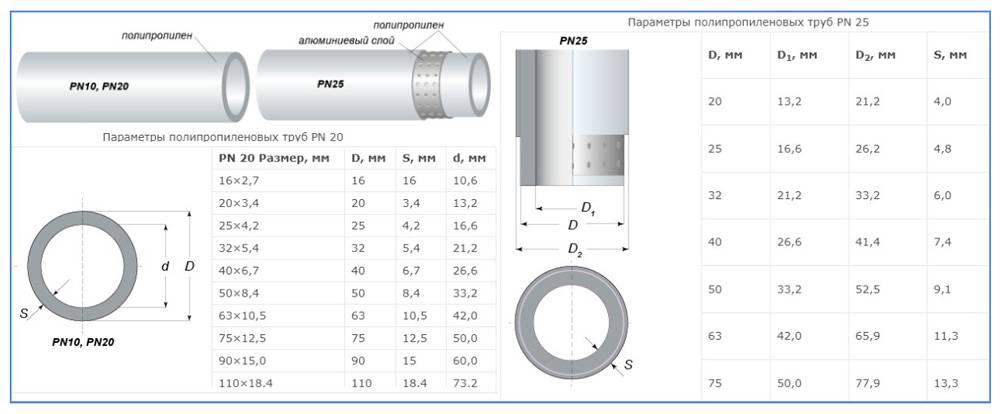
ポリプロピレンパイプの構造
ほとんどのポリプロピレン(PP)パイプは、一見同じです。それらをより詳細に調べることで、材料密度、内部構造、壁の厚さの違いに気付くことができます。パイプの範囲とその設置の特徴は、これらの要因によって異なります。
PP材料分類
溶接ポリプロピレンシームの品質とパイプの性能は、主にPPの製造技術によって決まります。
それらの製造の材料に基づいて、そのようなタイプの部品があります:
- PRN。ホモポリプロピレン製の単層製品。産業用パイプラインや冷水供給システムに適用されます。
- RRV。 PPブロック共重合体で作られた単層製品。床暖房ネットワークとコールドパイプラインの設置に適用されます。
- PPR。 PPランダム共重合体で作られた単層製品。 +70°Cまでの水温の給水および家庭用暖房のシステムに適用されます。
- P.P.S.作動温度が+95°Cまでの難燃性タイプのパイプ。
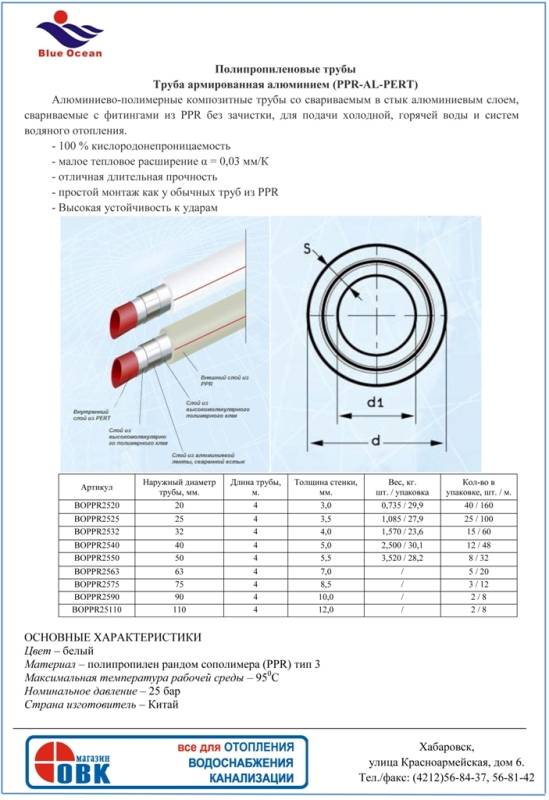
PP製の多層強化部品もあります。
80度に加熱すると、強化PPパイプは2〜2.5 mm / m長くなり、通常の単層パイプは12 mm/m長くなります。
それらは追加の内部アルミニウムシェルを持っており、それは熱伸びを劇的に減らし、配線の設置と操作上の安全性を容易にします。
これらの製品の欠点は、パイプが継手に浸透する深さまではんだ付けする前に、上部のポリマー層とアルミニウムを除去する必要があることです。
他の記事では、製造材料と継手に応じて、PPパイプの種類を詳しく調べました。
マーキングはどのように見えますか?
建設市場でプラスチック配線に必要なパイプとフィッティングを自分で選択できます。ラベル付けの規則を知っておく必要があります。






インジケーターは異なる順序で外国語である可能性がありますが、店長はデコードを知っている必要があります
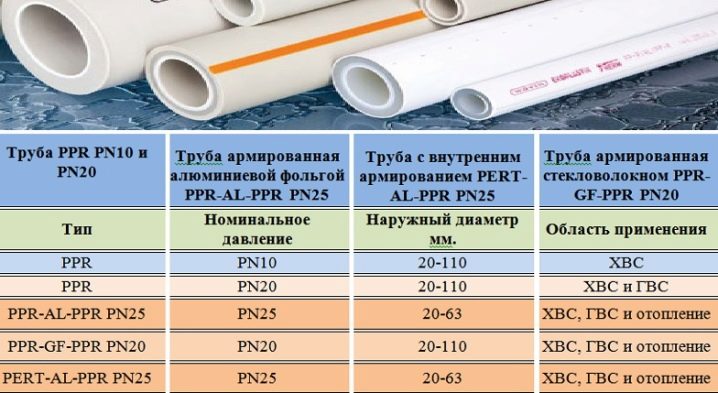
ポリプロピレン製品の範囲を決定するための主な指標はPNです。これは、kgf / cm2(1 kgf / cm2 \ u003d 0.967気圧)で表した公称圧力の指標であり、耐用年数は変化しません。計算におけるクーラントのベース温度は20°Cと想定されています。
国内部門では、PNインジケーターが異なる4種類のPPパイプが使用されています。
- PN10-冷水供給用。
- PN16-冷水および温水供給用。
- PN20-温水および暖房システム用。
- PN25-暖房システム、特にセントラルタイプ用。
PN25を使用した製品は、直線の長さが長いことが多いため、ほとんどの場合、加熱時の膨張を少なくするために、アルミホイルまたは強力なグラスファイバーで補強されています。暖房用PPパイプのマーキングをよく見ることをお勧めします。
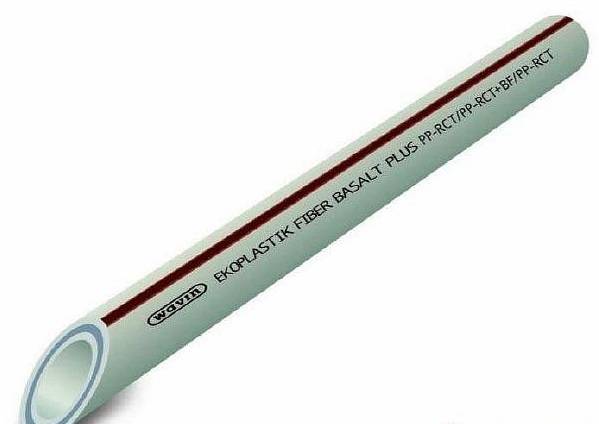
外観と内部構造
高品質のPPパイプは、カット部分が完全に丸い形状になっています。壁と補強材の厚さは全周で同じでなければならず、アルミニウムやグラスファイバーに切れ目があってはなりません。
強化パイプのプラスチックとホイルの最上層をトリミングするには、特別なツールであるシェーバーを購入する必要があります。安価で操作も簡単です
強化パイプは、従来、内側と外側のポリプロピレンと中程度のアルミニウムまたはグラスファイバーの3つの層で構成されています。パイプの表面は、たるみやくぼみがなく、滑らかでなければなりません。
素材の色は緑、白、灰色のいずれかですが、パイプの品質や特性はこれにまったく依存しません。
PPパイプの種類とマーキングのデコード
メーカーは、壁の厚さやアルミホイルまたはグラスファイバーの追加の補強層の存在が異なるいくつかのタイプのポリプロピレンパイプを製造しています。
各タイプの製品には、さまざまな直径の標準化された外寸と内寸、その目的、および適切なマーキングがあります。
主な技術的特徴は、クーラントの作動温度とパイプ内の公称内圧です。パイプラインの耐用年数は、これらのパラメータに直接依存します。
マーキングには以下が含まれます:
- 文字「PN」-公称圧力の指定。
- 数字「10、16、20、25」-これらは、大気中の公称使用圧力の値(kgf / sq.cm)に対応します。
ポリプロピレンパイプの分類
| パイプの種類 | 特徴と目的 | 最大。作業温度 | 定格使用圧力 |
|---|---|---|---|
| PN10 | 薄壁、冷水および床暖房用 | 20°までС 最大45°С(床用) | 10.2気圧(1MPa) |
| PN16 | ユニバーサル、冷温水供給用 | 60°Cまで | 16.3気圧(1.6MPa) |
| PN20 | ユニバーサル、冷温水供給用 | 95°までС | 20.4気圧(2 MPa) |
| PN25 | 強化、給湯および暖房システム用 | 95°までС | 25.5気圧(2.5 MPa) |
パイプは4色でご利用いただけます
レニングラードカ暖房システムの長所と短所。高層ビルでの使用が望ましくないのはなぜですか、平屋建ての家にどのような配線方式を選択するのですか。
クーラントの移動方向に応じた2パイプ加熱システムの実装例:行き止まり、直接流、自然循環、強制循環。
インストール
下水道のはんだ付けとポリプロピレンパイプの加熱RVCは、他のどのプラスチックパイプよりも難しくありません。システムを接続するために必要な特定のルールがあります。下水道フレームを取り付ける方法のステップバイステップの説明:
開始するには、ツールを準備する必要があります。これは、ポリプロピレンジョイント(インバーターまたはハンドヘルドはんだごて)、パイプカッター、接続(アメリカンフィッティング、ガスケット、フィッティングなど)用の溶接機です。
最初のステップは、接続をクリーンアップすることです。パイプカッターは、通信の目的のセクションに押し付けられ、目的の寸法に切断されます
接合部をはんだ付けする方法によっては、片側を切断して洗浄し、反対側にねじを切る必要がある場合があることに注意してください。
面取りを作成する必要がある後、15度の角度で作成されます。
パイプ同士を均等に接続するために、トリマーが使用されます。通信をはんだ付けする前に、それらが床に対して垂直であることを確認してください。
これを行うには、それらをセントラライザーにインストールして接続する必要があります。
溶接は一定の温度で行われます。多くのプラスチック溶接メーカーは、指示の中でどの温度が最適であるかを示しています。
ポリプロピレンパイプを溶接して拡散させるには一定の時間がかかりますが、同時にプラスチックが過熱することはありません。暖かくなったら、バイスに入れて冷まします。
ポリプロピレンパイプの加熱技術は、目的によって異なる場合があります。電気カップリングなど、ノズルが機器に取り付けられている場合があります。それらは、クラフトの他の部分に触れずに、適切なポイントで接続を温めるのに役立ちます。

ポリプロピレンパイプの設置
これにより、自作設置だけでなく、ひび割れ管の補修やシステムの減圧をなくすことができます。次に、特殊なシーラントを使用して、強化ポリプロピレンパイプの溶接またははんだ付けが行われます。
金属プラスチックパイプ-技術的特徴:
- 外径16-63mm;
- 壁の厚さ2〜3 mm;
- アルミニウム層の厚さ0.19-0.3mm;
- 重量は直径によって異なります。たとえば、直径16mmの金属プラスチックパイプ1メートルの重量は105グラムで、直径が63 mmの場合、1メートルの重量は1224グラムです。
金属プラスチックパイプは圧力に耐えます:
- 動作圧力10bar(95°Cで);
- 動作圧力25bar(25°Cで);
- 破裂圧力80-94バール(20°Cで);
金属プラスチックパイプは温度に耐えます:
- 定荷重+95°С;
- 短期負荷—最大+110°С;
- -40°Cの温度で凍結します。
- 手動曲げの場合、最小曲げ半径は80〜125 mmです(外径によって異なります)。
- パイプベンダーで曲げる場合-45-95mm(直径による);
- 線膨張係数1/°C-0.26x10-4;
- 金属プラスチックパイプの熱伝導率(材料が1平方メートルあたり1秒あたりに通過できる熱量)W / m * K-0.43;
- 酸素拡散0g/ m3(空気を通さない);
- 耐用年数:a)95°Cで25年。 b)20°Cで50年。
- スループットは鋼の1.3倍です。
金属プラスチック製のパイプの利点
この材料を購入することを決定した人にとって、操作上の特性は技術的な特性よりもはるかに重要です。最初のポジティブ:
- 生態学的な清潔さ;
- さび、石または他の堆積物の形成に対する耐性;
- 曲げた後、新しく獲得した形状を維持する能力。
- 建物の構造要素を包み込むプロファイリングの可能性。
- 多くの工具を必要としない簡単で迅速な組み立て。
- 最小限の無駄;
- 柔軟性により、接続要素を節約できます。
- 粗さがないため、流体の流れに対する抵抗が低い。
- 他の材料との互換性;
- 輸送が簡単な軽量。
- 高レベルの遮音;
- 帯電防止;
- 凝縮物および凍結に対する耐性(金属-プラスチックは3回の凍結に耐えます);
- 輸送される液体の品質を変えないでください。
- 高い保守性;
- 塗装なしの美的外観。
ユニークなデザインにより、金属プラスチックパイプのすべての利点が得られます。内部のポリエチレン層は、製品を曲げることを可能にします。アルミニウムは剛性を提供し、酸素の拡散を防ぎます。酸素がないため、ボイラーやラジエーターに錆が発生するのを防ぎます。





欠陥
金属プラスチックパイプを選択して購入する場合、マイナスの特性はプラスの特性と同じように考慮することが重要です。
- パイプラインが隠れている場合、ねじ山継手は使用できません。
- 金属プラスチックは紫外線を許容しません。
- 水で凍結すると、外部パイプラインの設置には適していますが、システムは確実に破裂します。この場合、高品質の断熱材が必要です。
金属プラスチックパイプはベイで供給されます。ベイ内のパイプの長さは50〜200メートルです。メーターから始めて、どんな長さでも買うことができます。
アプリケーション-技術的機能によるカバレッジ:
- 冷温水供給の内部システム、アパート、家、コテージの暖房。
- 床暖房システム、運動場、プール;
- 産業、農業および輸送における気体および液体物質(苛性および有毒を含む)の輸送。
- 圧縮空気供給;
- 空調システム;
- 電線やケーブルの保護;
- 河川および船舶、鉄道車両の建設および修理。
- 水やり、灌漑、井戸や井戸からの水の収集のシステム。
十分に長い耐用年数とコストと品質の最適な比率により、金属プラスチックパイプは金属およびプラスチック製品の代替として成功を収めています。結局のところ、金属プラスチックはこれらの材料の両方の肯定的な品質を組み合わせました。
住宅の配管や暖房システムを作成する場合、金属プラスチック管がますます使用されます。
しかし、正しい選択をするためには、複合材料からなるパイプの構造と操作の特徴だけでなく、これらの製品の長所と短所も知ることが重要です。
ポリプロピレンパイプ接続技術
ポリプロピレンパイプのドッキングと接続は、パイプの端を高温にさらすか、接続フィッティングを取り付けるか、接着することによって実行できます。
ポリマー製品を溶接するための装置は、建設センターで借りることができます
溶接を使用して
ポリプロピレンパイプを自分の手で接続するには、主電源を動力源とする溶接機であるいわゆる「鉄」が必要です。
デバイスの操作に必要なスキルがなくても、基本的な操作を実行する前に練習する価値があります。トライアルドッキングにより、圧力を決定し、最適な保持期間を「キャッチ」することができます。したがって、材料はわずかなマージンで購入する必要があります。
- 将来のドッキングの場所では、パイプに切り込みを入れ、端を注意深く清掃します。端にはマーカーが付いており、端が加熱装置に浸る深さを示すマークが付けられています。はんだごて自体は270℃に加熱されます。
- パイプの端と接続要素は、厳密に垂直に熱はんだごてのノズルに配置されます。
- 溶融のために10〜15秒間保持した後、加熱された要素はノズルから取り外され、互いに接続され、わずかに押し下げられますが、回転しません。
- ドッキングされたパーツは、完全に冷却されるまで固定位置に数分間放置されます。
すべてが正しく行われると、はんだ付けの場所に、くぼみや「たるみ」のないモノリシックジョイントが形成されます。
インストールプロセスは、ビデオで明確に示されています。
直径40mmを超えるパイプを溶接する場合は、ソケットはんだ付けを使用します。ただし、この作業は、プロセスの複雑さを理解し、専門的な設備を備えた専門家に委託することをお勧めします。
ヒント:強い結び目を作成するには、要素を内側から加熱し、パイプを外側から加熱します。パイプの内面に沿って加熱された部品を接合すると、小さな結節が形成され、パイプの透過性が低下する場合があります。これは、構造を吹き飛ばすことで防ぐことができます。
「冷たい」方法
この方法では、圧縮フィッティングを使用します。ポリプロピレンパイプを継手に接続するには、主要な要素に加えて、圧着キーのみが必要です。
このキーでクランプされたラバーシールにより、締まりを実現しています。
- 端をカットした後、エッジの直角度を確認してください。きめの細かい肌やワイヤータオルを使って、端のバリを取り除きます。
- カップリングナットがパイプの端に配置され、ねじ山でフィッティングに向けられます。その後、圧縮リングを装着し、長い斜角でフィッティングに配置します。
- 準備した端にフィッティングを張って、ソケットの内面に完全に挿入します。
- カップリングナットを締め、システムに漏れがないか確認します。
水の試運転中に漏れが検出された場合は、すべてのジョイントが密閉され、接続が締められます。
接着剤オプション
熱間暴露を伴う溶接方法とは異なり、ポリプロピレンパイプの接着はコールドモードで行われます。この方法は、化合物の作用下でのプラスチック要素の外面の溶解に基づいています。






接着剤は、事前に洗浄および脱脂された端にのみ適用されます
接合部の強度の鍵は、組成の正しい選択です。接着剤組成物の製造において、製造業者は、ポリマーパイプの構成要素として作用する物質をそれらに添加する。したがって、接着剤を選択するときは、ポリプロピレン製品で機能するように設計された組成物を優先する価値があります。
組成物を薄層で塗布し、その後、部品をドッキングして静止位置に10秒間固定します。
接着された要素の接合部の気密性は15〜20分後にチェックされ、パイプラインの強度テストは1日後に行われます。
- ヴォルゴレチェンスクパイププラント(Gazpromtrubinvest)
- イゾラパイププラント(ITZ)
- ロイヤルパイプワークス(KTZ)
- チェリャビンスクパイプ断熱プラント(ChZIT)
- クストヴォパイププラント
会社を追加
- パイプたわみの計算は独自に行います
- ガス管への挿入の特徴
- 煙突からの凝縮液の処理
- 圧力下で漏れているパイプを修正する方法
- 自分の手で煙突のパイプにカビを作る方法
TrubSovet.ru私たちはパイプについてすべて知っています
2015〜2017年全著作権所有
サイトから資料をコピーするときは、必ずバックリンクを配置してください
マーキング
パイプが作られている材料の特性を見つけるために、あなたはそれらがマークされているマーキングを見る必要があります。文字インデックスの解読:
- PPは通常のポリプロピレンの名称です。
- PP-R-ポリプロピレンランダムポリマー;
- PP-RCはタイプ3ランダムコポリマーの呼称です。
- PP-RCTは改良型ランダム共重合体です。
産業用パイプライン、農業システムはPP-RCパイプから作られています。
特性によるマーキング:
- PN10は、最大10気圧の圧力に耐えることができる部品の指定です。最高許容温度は45度です。このような材料は、冷水パイプの製造に適しています。
- PN16-液体または気体の圧力は最大16気圧に達する可能性があります。温度レジーム-60度まで。床暖房システムの組み立てに適しています。
- PN20-20気圧までの圧力に耐えます。許容温度-95度。セントラルヒーティングパイプラインはそのような要素から作られています。
- PN25-アルミニウムまたはグラスファイバーの層を備えたプラスチックで構成されています。 25気圧までの圧力と95度の温度に耐えます。
温水および冷水供給用のパイプラインまたは加熱回路の製造では、PN25とマークされた製品がより頻繁に使用されます。
ポリプロピレン製パイプの接合方法
ドッキング方法の選択は、取得する接続の種類(取り外し可能かどうか)によって異なります。決定は、特別なツールと作業スキルの存在によって影響を受ける可能性があります。最も一般的に使用される方法を検討してください。
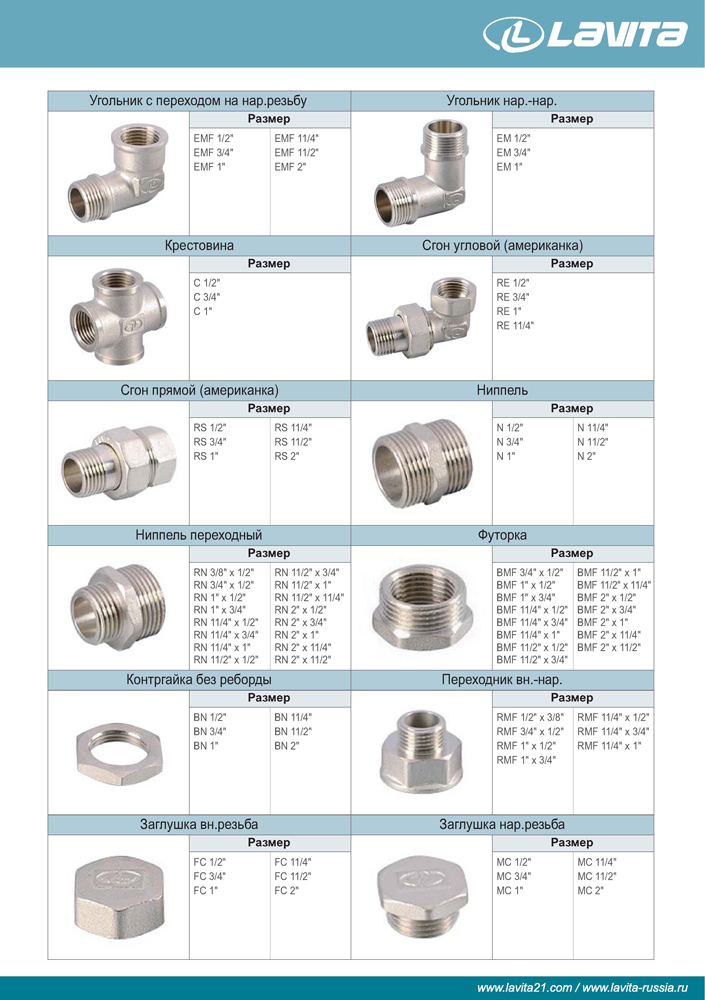
ねじ山継手
ポリプロピレンパイプの取り外し可能な接続方法を考えている場合は、ネジ山付き継手を使用してください。そのようなフィッティングでの作業は最も簡単であると考えられており、良い結果を達成することができます。
ねじ山継手は、金属とプラスチックの組み合わせです。プラスチック部品は、プラスチックスリーブを介して溶接またははんだ付けすることによってポリプロピレンに取り付けられます。エレメントの第2端は金属製で、ねじ山があり、それを介して別のパイプまたは配管設備に取り付けられています。
仕事のためにあなたが必要とするでしょう:
- 必要な付属品。
- ガスキー。
- キャップカップリングとその取り付け用のキー。
- シーラント。
ねじ山付き継手の取り付け箇所での漏れを防ぐために、亜麻繊維、ファムテープがねじ山に巻かれています。プラスチックパイプと金属パイプを接続する場合は、ねじ山継手が取り付けられます。
拡散溶接
このタイプの突合せ溶接は、部品の材料を溶かし、分子が相互に拡散して浸透することによって得られます。直径16〜40mmの接合に適しています。さらに、継ぎ目を取得するためのプラスチックの層を提供するスリーブが使用されます。厚肉管の場合、拡散突合せ溶接が使用されます。
電気器具による溶接
電気器具はポリプロピレン製のコネクタであり、その設計では金属ヒーターがあり、その接点が引き出されています。
継手をパイプに取り付けた後、金属接点を装置に取り付け、エレメントを加熱し、継手を貫通させます。
突合せ溶接
ポリプロピレンの加熱中の拡散の発生に基づいています。動作するには、パイプの位置合わせを確実にするためのセンタリングデバイスを備えたディスクユニットが必要になります。これは、直径60 mm以上、壁4mmの溶接セグメントに対して実行されます。




作業のテクノロジーには、次の操作が含まれます。
- パイプの接合部は、ディスクはんだごてで同時に必要な温度に加熱されます。
- パイプの端を互いに押し付け、それらの軸が一致していること、スキューがないことを確認します。
- 材料が冷えるまで耐えます。
各溶接機には、特定の肉厚での加熱時間と冷却時間を示す表が記載された説明書が付属しています。厚肉パイプは信頼性の高い継ぎ目を生成します。このようなパイプラインは、壁に埋め込んで地面に埋めることができます。
冷間溶接
接着剤の化学的作用により材料が溶けるときに行われます。それは結合された領域に適用され、押され、10〜15分間保持されます。物質が安定した後、密封された接合部が得られます。接続の強度が低いです。それは、冷却および他の接続のための液体を供給するためのパイプラインで使用され、責任が少ない。
接着剤の接続
きれいにした表面に接着剤の薄層を塗布し、部品を互いにしっかりと押し付け、10秒間保持します。関節は1日で最高の強度に達します
適切な接着剤組成を選択することが重要です。ポリプロピレン用に設計する必要があります
フランジアプリケーション
フランジは、ポリエチレンとポリプロピレンなど、さまざまな材料で作られたパイプを結合するときに使用されます。気密性のためにゴム製シールが使用されています。
はんだテープではんだ付け
ハンダテープを使用すると、はんだごてなしで要素を接続できるため、作業が大幅に簡素化されます。アクションのアルゴリズムは次のとおりです。
- 部品の表面をきれいにし、脱脂します。
- はんだ付け箇所をテープで包みます。
- テープを貼ったところを溶けるまで加熱します。
- 接合部分を装着します。
- 関節が冷えるまで待ちます。
- 余分なはんだを取り除きます。
信頼性の高い密閉ジョイントが得られます。この方法は、小さなパイプのはんだ付けに使用されます。
いくつかの配管技術があれば、自分の手で内部配管または暖房システムの設置を行うことができます。良い結果を得るには、専門家の指示と推奨事項を読む必要があります。ツールの選択、作業技術への準拠は、高品質の修理を保証するのに役立ちます。
ポリプロピレンパイプの溶接時のエラー:
マーキングの数字と英字について
この素材には多くの文字や数字が使われています。メーカーは通常、公式Webサイトを開きます。ここには、とりわけ、ラベルとそれが示す情報が記載されています。しかし、これらの説明を誰もが理解できる言語に翻訳するのが最善です。
プレッシャー。測定単位はkg\cm2です。 PNとして指定されています。特定の特性を維持しながら、パイプが正常に動作している時間を示します。
壁が厚いほど、このインジケーターは高くなる可能性があります。たとえば、それらはグレードPN20、PN25を生成します。このようなオプションは、温水、暖房システムの供給に必要です。
赤や青のストライプが適用されることもあります。これにより、将来のパイプラインの目的が明確になります。
加熱用ポリプロピレンパイプのマーキングには、材料と構造に関連するデータが含まれています。このパラメータを説明するために、大きなテーブルがコンパイルされます。しかし、通常の建物で暖房を正しく設置するには、基本的な指定を知っていれば十分です。
- Al-アルミニウム。
- PEXは架橋ポリエチレンの名称です。
- PP-RP。高圧ポリプロピレンです。
- PP-ポリプロピレン材料の一般的な品種。
- HI-耐火製品。
- TIは断熱バージョンです。
- M-多層の指定。
- S-単層構造のアイコン。
給水用のポリプロピレンパイプのマーキングは、以下に関連するデータを示すこともできます。
- 証明書の有無。
- 発行されたバッチ番号、シリアル指定と時間など。このような指定は、15文字以上で構成できます。
- メーカー。
- 壁の厚さとセクション。
この情報のおかげで、各購入者自身が彼のすべてのニーズを満たす給水用の材料を選択します。
定格圧力
文字PNは、許容使用圧力の指定です。次の図は、水温20度で50年の耐用年数の間に製品が耐えることができるバー単位の内圧のレベルを示しています。この指標は、製品の肉厚に直接依存します。



PN10。この指定には、安価な薄肉パイプがあり、公称圧力は10バールです。耐えられる最高温度は45度です。このような製品は、冷水を汲み上げたり、床暖房に使用されます。

PN16。より高い公称圧力、より高い液体温度限界-摂氏60度。このようなパイプは、強熱の影響で大きく変形するため、暖房システムでの使用や高温の液体の供給には適していません。その目的は冷水の供給です。
PN20。このブランドのポリプロピレンパイプは、20バールの圧力と摂氏75度までの温度に耐えることができます。非常に用途が広く、温水と冷水の供給に使用されますが、熱の影響による変形係数が高いため、暖房システムには使用しないでください。 60度の温度で、5mのそのようなパイプラインのセグメントはほぼ5cm伸びます。

PN25。この製品は、アルミホイルまたはグラスファイバーで補強されているため、以前のタイプとは根本的な違いがあります。特性面では、強化パイプは金属プラスチック製品に似ており、温度の影響を受けにくく、95度に耐えることができます。これは、暖房システムやGVSでの使用を目的としています。

オペレーティングクラス
国産のポリプロピレン製品を選ぶとき、パイプの目的はGOSTによる操作のクラスを教えてくれます。
- クラス1-この製品は、60°Cの温度での給湯を目的としています。
- クラス2-70°CでのDHW。
- クラス3-60°Cまでの低温を使用した床下暖房用。
- クラス4-70°Cまでの水を使用する床およびラジエーター暖房システム用。
- クラス5-高温でのラジエーター加熱用-最大90°C。
- HV-冷水供給。
寸法
ポリプロピレンパイプの寸法は大きく異なります。外径と内径の値、壁の厚さは次の表に記載されています。




