カタツムリパイプベンダーの作り方は?
カタツムリパイプベンダーの自己製造は難しいように思われるかもしれません。実際、この装置はローラーパイプベンダーよりも組み立てが難しくありません。プロセスは、使用する部品と組み立て時間のみが異なります。
カタツムリパイプベンダーを使用すると、プロファイルを1か所だけでなく全長に沿って一度に曲げることができます。この物件で、彼はインストーラーの間で人気を博しました。
必要な材料とツール
説明されているローラーパイプベンダーは特定の作業直径を持たず、利用可能な任意の材料から作成できるため、提案された材料には特定のサイズの部品は含まれません。すべての金属構造要素の厚さは4、できれば5mmにする必要があります。
パイプベンダーの製造に 必要があります:
- チャネル-1メートル。
- 鉄板。
- 3本のシャフト。
- 2つの星。
- 金属チェーン。
- 6つのベアリング。
- ゲート製造用の金属製0.5インチパイプ-2メートル。
- めねじ付きスリーブ。
- クランプネジ。
スプロケット、シャフト、ベアリングの寸法には特に注意が払われており、これらは互いに一致している必要があります。アスタリスクは古い自転車から取得できますが、正確に同じサイズである必要があります
パイプベンダーを製造するための鋼板とプロファイルは、操作中に高い負荷がかかるため、深い錆が発生しないようにする必要があります。
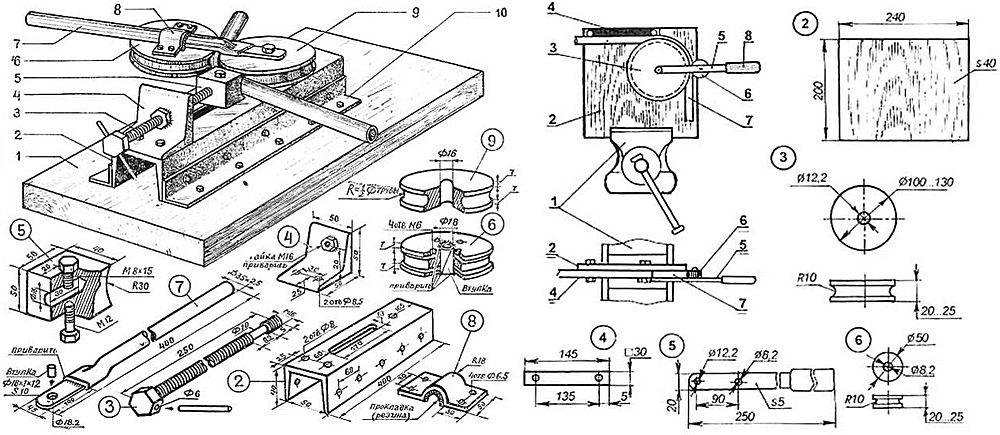
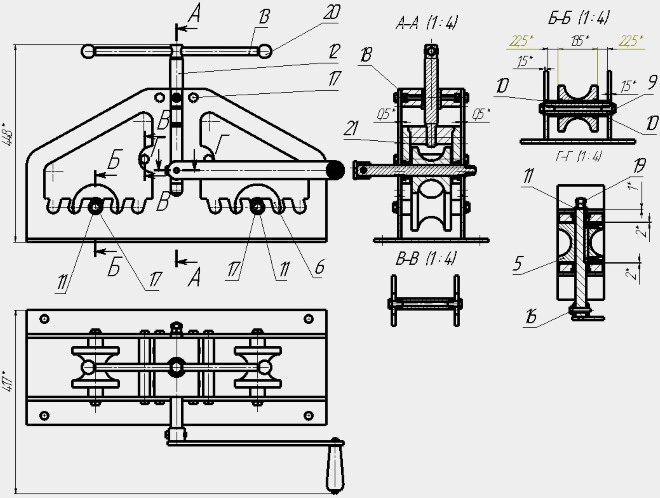
すべての材料を選択して購入する前に、購入しないように、すべての構造要素の概略図を含む図面を描く必要があります。 パイプベンダーの製造工程.
カタツムリパイプベンダーの組み立て工程
機器の組み立ては、図面図の作成から始まります。
その後、写真の説明に示されているメインワークフローに進むことができます。
- ツールのベースを2つの平行なチャネルから溶接します。必要に応じて、厚さ5mmの金属板または1つの幅の広いチャネルを使用できます。
- シャフトにベアリングを取り付け、そのような2つの構造をベースに溶接します。シャフトを金属ストリップで制限するか、チャネルの内部キャビティに配置することが望ましいです。
- スプロケットの間にチェーンを伸ばした後、スプロケットを装着して溶接します。
- クランプ機構のサイドガイドをカットしてベースに溶接します。
- 圧力シャフトにベアリングを取り付け、ストリップまたはチャネルからのサイドストップを備えたプレス構造を組み立てます。
- ブッシングのベースを作成し、プレートに溶接します。クランプネジを締めます。
- クランプねじの上端とパイプゲートのドライブシャフトに溶接します。
- ベアリングをエンジンオイルで潤滑します。
いくつかの役立つヒント:
パイプベンダーを組み立ててテストした後、溶接部をよりよく保存するために防食塗料で構造を塗装することができます。作業の利便性を高めるために、ガイドにスプリングを追加してプレスを上の位置に戻します。
ロールフォーミングマシンの種類とそのデバイス
プロファイルパイプは壁の厚さと直径が異なるため、異なるパイプベンダーが必要です。業務用パイプを曲げるメカニズムは、丸パイプ用の標準的なパイプベンダーとは構造が異なります。結局のところ、プロファイルは曲げに対して非常に耐性があり、通常、プロファイルの曲げ半径は大きくなります。
 プロファイルパイプ曲げ機
プロファイルパイプ曲げ機
プロファイル製品のパイプベンダーの主なタイプ:
- ドライブの種類別。
- 曲げ法による;
- 可動ローラーの位置で。
ドライブタイプ
曲げ機の選択は、曲げ角度、波形パイプの材質、および必要な精度によって異なります。これらは次のとおりです。
- 油圧-3インチの要素を曲げるように設計されています。それらは、高レベルのパフォーマンス、精度、および速度を備えています。手動タイプと自動タイプがあります。これは、あらゆるパイプを曲げることができる最も強力なプロファイルベンダーです。それは含まれています-チャネル(広いセクションと狭いセクション、各タイプの3つ)、ループロック、ローラー-3個。 (ベアリングユニットに配置)、ブッシング付きトランスミッションハンドル、マシンジャック。
- 電気-大口径プロファイルパイプの曲げに推奨されます。これらは、メインパイプラインでより頻繁に使用されます。デバイスは次のもので構成されています。
- チャネルからのフレーム。
- 金属製のローリングシャフト-2個;
- 3つのギア;
- 金属チェーン;
- 減速機、機械式駆動の電気モーター。
- 手動-それらは人の体力のために働きます。小径プロファイル用に設計されています。ツールは圧延機のように機能します。主要部品は主に金属です:
- トラックローラー;
- ローラー;
- シャーシ要素;
- 調整ネジ;
- 給餌ハンドル。
曲げ方によると
さまざまなタイプのパイプベンダーを使用して、1つの同じパーツをさまざまな方法で曲げることができます。
- セグメント-それらの人気は、パーツをドラッグしていくつかの回転フラグメントを取得できることです。
- クロスボウ-作業の本質は、金属を伸ばして1か所で曲げることです。
- 春-プラスチック製品用に設計されています。
可動シャフトの位置に応じて
可動ローラーは、中央または側面(右または左)に配置できます。
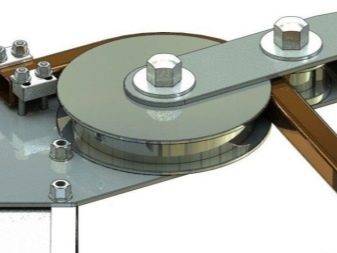
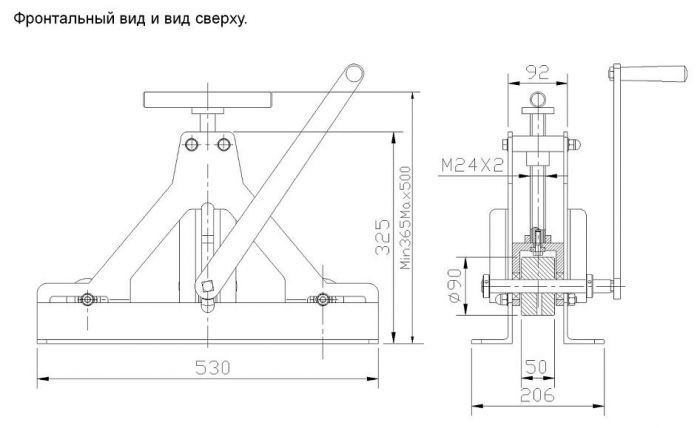
- 可動ローラーを中央に配置し、外側ローラーを本体に固定した設計。それらはベースよりわずかに高くなっています。真ん中のローラーは特別に取り付けられたU字型の台座に取り付けられており、その真ん中に大きなクランプネジが取り付けられています。ネジには下端から加圧ローラーが溶接されています。このネジを回転させると、プロファイルが上下し、曲がります。プロファイルがマシンの周りを移動するのを助けるために、ハンドルを1つの固定ローラーに溶接する必要があります。圧延工程を容易にするために、固定シャフトはチェーンで接続されています。
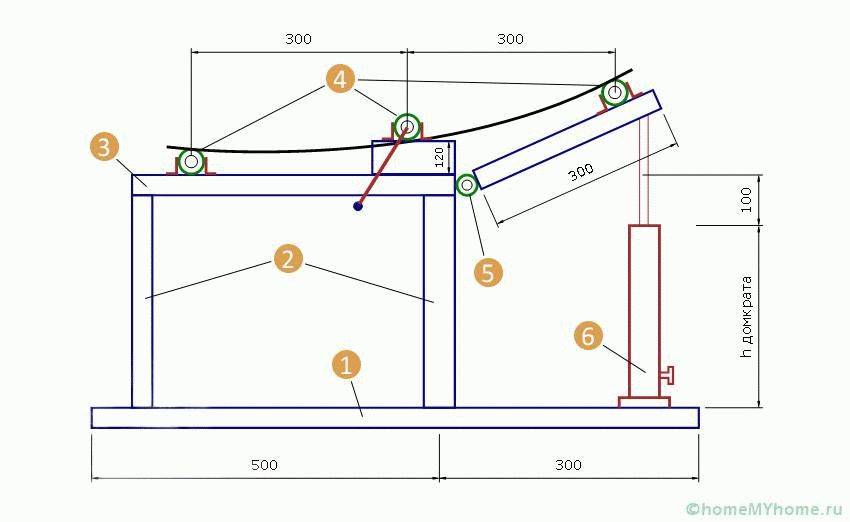
- 端に可動シャフトがあります-それは右または左に配置されます。それは金属ループでベッドに接続されているベースの一部と一緒に回転します。曲がる角度はテーブルの高さに影響され、テーブルの高さはジャックによって変更されます。ハンドルが溶接されている中央のローラーにより、デザインが回転します。加えられる力を減らすために、デバイスにチェーンを装備することができます。
要約すると、家の隣接するエリアに温室または何らかの構造物を設置するときに、プロファイルパイプに目的の曲げを与えるための最も適切なタイプのパイプベンダーは、手動ドライブを使用することであるとしましょう。結局のところ、プロファイルブランクのサイズと作業量は少ないです。






ピンチローラー付き
このタイプのパイプベンダーは、より構造的に複雑になりますが、より厚い壁のパイプで作業することもできます。

このようなパイプベンダーの主な要素は、曲げが発生するローラーです。最初のものはデスクトップに取り付けられており、プロのパイプがその周りを曲がっています。 2つ目は可動式で、パイプを1つ目に押し付けて曲げます。
このような機械のローラーは、金属または木でできています。鋼管の曲げには金属ローラーを使用しています。木製のローラーは、変形を避けるために銅またはアルミニウムで作られたパイプを曲げるために使用されます。
このような機械の自己組織化には、次のものが必要です。
- 頑丈なベース-木製または合板;
- 2つのローラー-金属または木製;
- ローラー用のU字型ホルダー。
- 信頼できるハンドル。
ホルダーは重い負荷がかかるため、金属製である必要があります。ローラーは両側のホルダーに取り付けられています。さらに、この構造全体は、最初のローラーの中心を介してベースに取り付けられています
ホルダーが最初のローラーの周りを回転することを確認することが重要です。ホルダーの反対側にはハンドルが付いています。ハンドルの長さと太さは、曲げるパイプに基づいて選択されます
彼女は多くのプレッシャーにさらされる可能性があります。
ハンドルの長さと太さは、曲げるパイプに基づいて選択されます。彼女は過負荷になる可能性があります。
あなたは好きかもしれません
VKコメント:
名前 *
コメント
機械の種類
操作の要件に応じて、固定(固定)および手動のマシンがあります。工場では、固定構造がより多く使用されています。手作りのハンドヘルドデバイスは、自宅での作業に適しています。
ドライブに応じて、パイプ曲げ装置にはいくつかの種類があります。
- 油圧(油圧ジャッキを使用)。それらは静止していて手動です。直径3インチまでのパイプを曲げます。このような機械は特殊産業で使用されており、非常に多くの作業を実行できます。
- 機械的。圧力は、メインスクリューまたはレバーを使用して手動で生成されます。
- 電気。曲げは電気モーターによって発生します)、壁が薄い場合も厚い場合も、パイプを曲げるのに適しています。電子機器のおかげで、曲げ角度の正確な計算が行われます。このようなパイプには変形がありません。
- 電気油圧式。油圧シリンダーは電気モーターで駆動されます。
パイプをさまざまな方法で曲げることができます。
この点で、パイプベンダーは次のように分けられます。
- セグメント。それらは、セグメントの周りでワークピースを希望の角度で同時に引っ張ったり曲げたりする特別な装置を備えています。
- クロスボウマシン。曲げ部品からなる特殊な機構を搭載しています。

- スプリングデバイス。スプリングが付属しています。このような機械では、金属プラスチック部品を処理することが可能です。
- ソディ。作業開始前にパイプ内に配置されたガイドで構成されています。マンドレルを備えたこのような要素は、部品を変形や平坦化から保護します。この機械は、自動車のパイプの製造やアルミニウムパイプの曲げに使用されます。
- 糸くずの出ない。曲げは、曲げローラーに部品を巻き付けることによって行われます。
曲げるワークの長さから、2種類の装置を使用します。
- レバーマシン;
- レンタルデバイス。
レバータイプのデバイスが最も一般的に使用されていると考えられています。工業生産には芝とクロスボウのパイプベンダーもあります。このような機械の動作原理は、2つのガイドローラーと圧力テンプレート(マンドレル)で構成されています。このようなメカニズムにより、小さな領域で丸い金属パイプの冷間加工を行うことが可能になります。クロスボウパイプベンダーは寸法が小さいため、テクニカルコミュニケーションの専門の設置業者の間でより一般的なデバイスと見なされています。デザインがクロスボウに似ていることから、このデバイスの名前が付けられました。


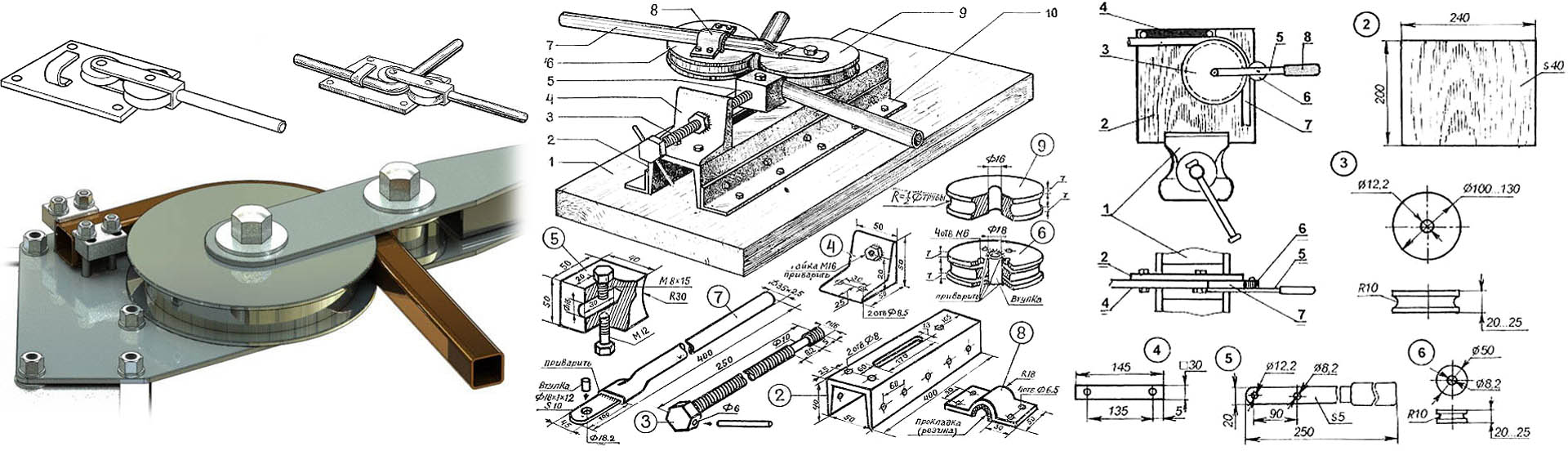



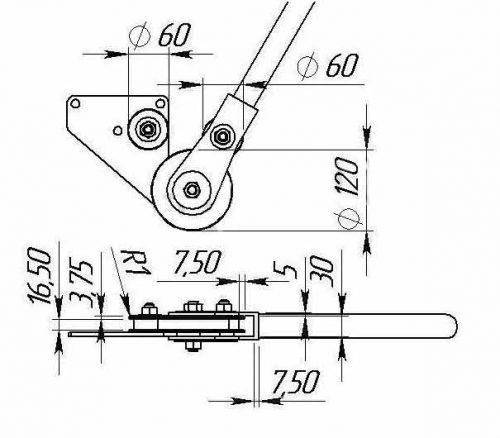
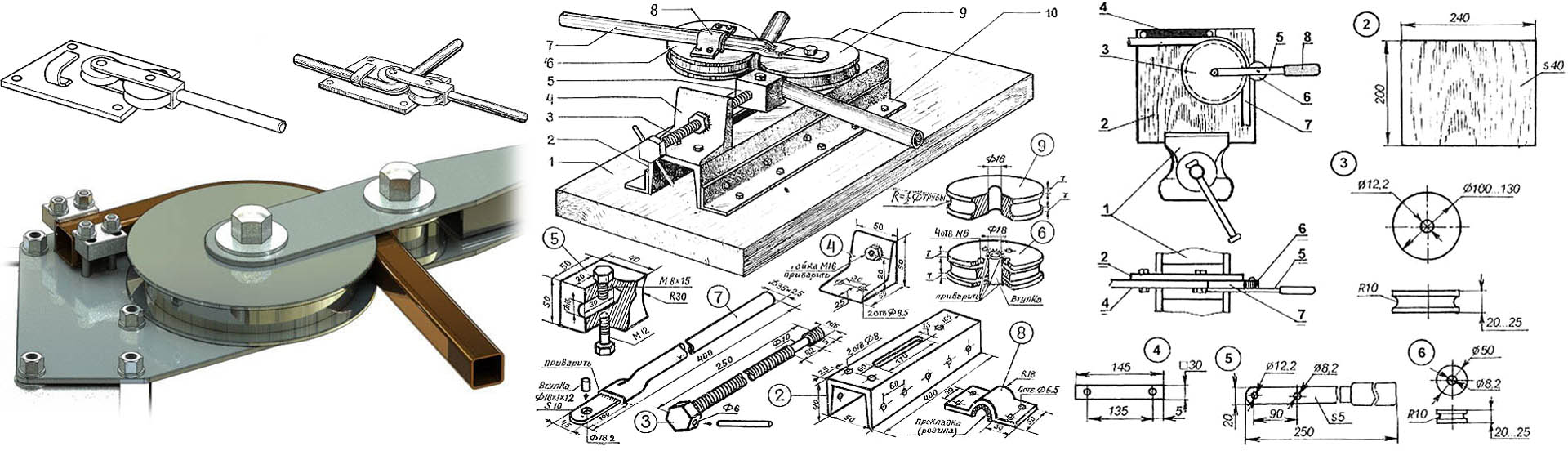
曲げ半径の小さいモノタイプ部品を大量に生産する場合は、カタツムリパイプベンダーを使用することができます。この装置は、シャフトに固定された、直径の異なる2つのプーリー(ホイール)で構成されています。パイプの一端をホイールに固定すると、最小径のローラー(メインホイール)がワークピースに圧力をかけ、同時にローラーをワークピース領域に転がします。このため、パイプは大きなプーリーの表面に沿って曲がり、その形状を取得します。この方法の唯一の欠点は、より大きな半径の丸めを抽出できないことです。
日曜大工の圧延(曲げ)機は、金属パイプの変形角度を調整できる実用的で用途の広い作業であると考えられています。最も単純な圧延機システムは、ベースとそれに固定されたドライブシャフトで構成され、互いに一定の距離を置いて配置されています。パイプにかかる圧力は可動ローラーによって加えられ、メインシャフトの回転によってパイプが引っ張られます。小さな半径のベンドを作成する場合は、50〜100回実行する必要があります。変形を防ぐために、製品は同じ速度で圧延する必要があります。 ローリングメカニズムを自分で組み立てます 自宅では、旋削や溶接作業が必要になるため、困難になります。


パイプベンダーはどのように配置されていますか?
デバイスの特定の設計は、まず第一に、その目的に依存しますが、必ず、パイプベンダーには次のものが含まれます。
- フレーム;
- パイプストップのペア。
- 油圧シリンダー;
- ストラップ(上/下)。
フレームは開いていても閉じていてもよいことにも注意してください。油圧シリンダーに関しては、動力機能を実行するのは装置の主要部分です。
また、日曜大工のパイプベンダー回路には、ケースの背面にある注入装置があります。同じ場所にバイパスバルブネジ、ハンドルがあります。しかし、シリンダーの上部には、オイルが内部に注がれ、そのレベルがチェックされるプラグがあります。下部にあるユニットバーをハウジングの前にあるネジ山にねじ込み、専用の固定ナットで押し込みます。さらに、バーはロックと1対のネジで固定されています。

手動で補強する場合は、引き込み式のロッドが使用されます。これは、シリンダーに配置されたスプリングのおかげで元に戻ります。パイプベンダーバーは溶接構造で作られています。横板にはストッパーを取り付ける穴があります。本体下部にはボルト取付用のネジ穴があり、高さ調節が可能です。
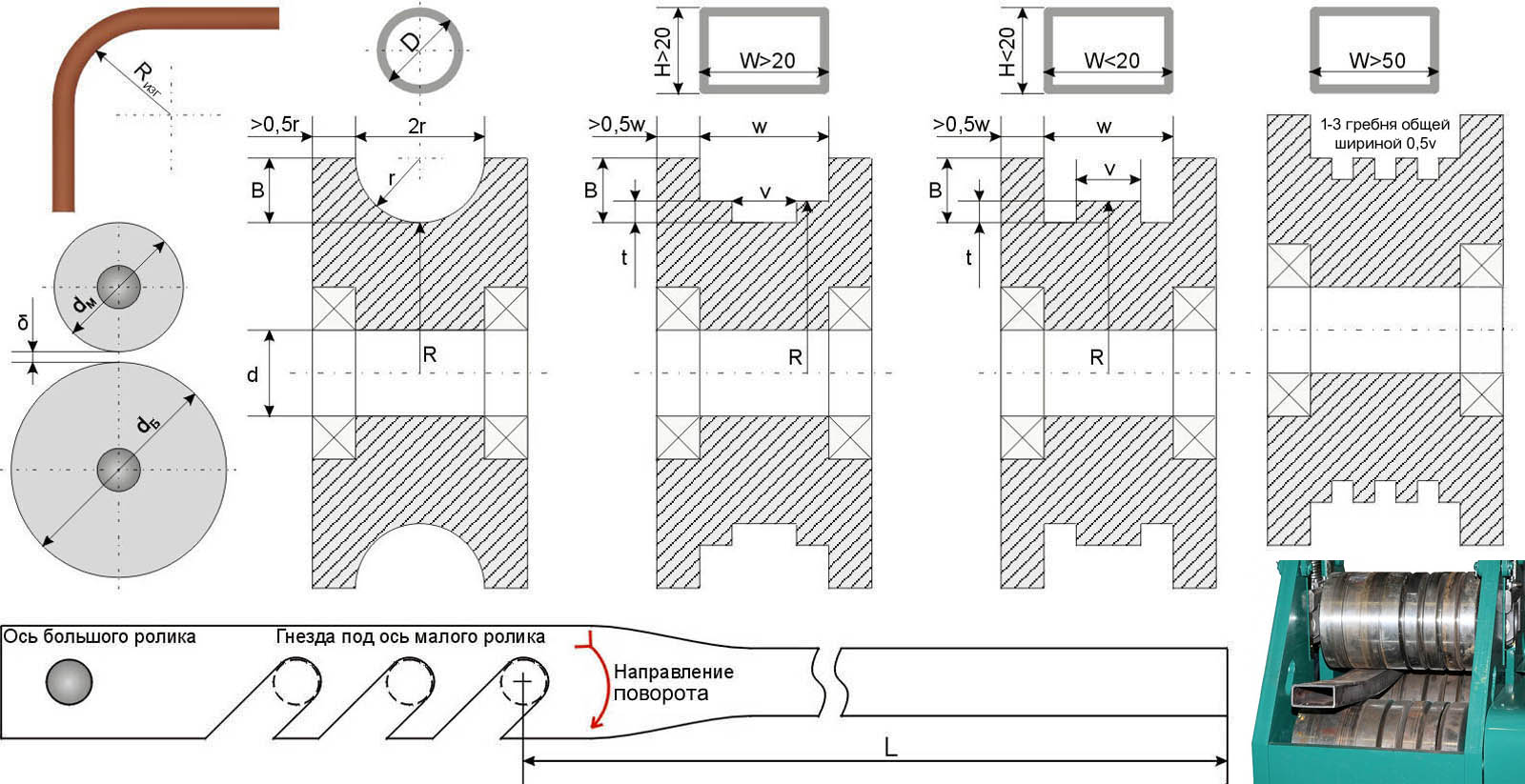
日曜大工のパイプベンダーを考えると、近年、薄肉のプロファイルパイプがますます普及していることに注意する必要があります。さらに、耐久性のある魅力的な構造を作成し、建設を節約することができます。仕事。今日、温室やさまざまな小屋が作られているのは、そのようなパイプからです。プロファイルパイプと通常のパイプの違いは何ですか?まず第一に、この場合は円形ではなく、楕円形、長方形、または正方形の断面です。これが、このタイプのパイプのパイプベンダーの設計上の特徴を正確に説明しています。ローラーは、曲げる製品と同じ断面でなければなりません。そうでない場合、後者の断面が変形する可能性があります。
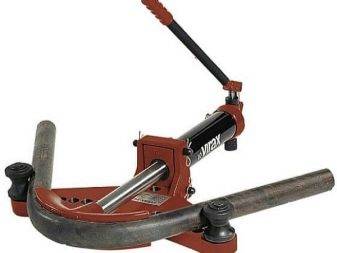
油圧パイプベンダー
自分の手でパイプ曲げ機を作るときは、どのようなドライブにするかを決める必要があります。ほとんどの場合、自家製バージョンは製造が簡単で安価であるため、手動ドライブを備えています。ただし、このような設計では、硬質金属を使用して作成されたワークピースでは機能しません。油圧パイプベンダーを使用すると、大径で肉厚の大きいワークピースを処理できますが、設計は非常に複雑で、多くの機能があります。







手動油圧パイプベンダー装置
油圧駆動の丸パイプ用の機械を作るときは、次の点を考慮する必要があります。
- 力の伝達は、油または水である作動油を介して行われます。すべてのラインは高度な気密性を備えている必要があり、特定の圧力に対応できるように設計されている必要があります。
- コンプレッサーを使用して圧力を発生させることができます。
- 圧力は油圧シリンダーを介して作動体に伝達されます。
油圧駆動の金属プラスチックパイプ用のパイプベンダーは、非常に異なる設計にすることができます。この場合の重要な要素はドライブです。これにより、曲げプロセスを自動化し、デバイスの範囲を拡大できます。
なぜそれだけの価値があるのか
簡単な日曜大工のパイプベンダーを作成する3つの方法はすべて効果的であり、錠前屋のスキルを持ち、電気溶接の操作方法を知っていて、技術的な図面を読む人なら誰でも利用できます。小さな金属加工工房や金属加工工房の状況では、自家製のパイプベンダーを作るのはさらに簡単です-異なるプロファイルの専門家がいれば、1日で工具を作ることができます。
自家製のパイプベンダーが産業企業に関連する理由は、工場で作られた機械の価格を見ると誰もが理解できます。パイプ曲げ機の自己組織化により、市場や店舗ですべての部品を購入しなければならない場合でも、購入時の数倍の費用がかかります。さらに、将来の使用の詳細に応じて、基本的な図面を変更することにより、日曜大工のパイプベンダーを可能な限りニーズに適合させることができます。
基本的な構造要素
動作原理
特定の機械設計を製造するには、いくつかの図を見て、部品のセットを決定する必要があります。実際には、必要に応じて、ノードのすべてのコンポーネントを有料で購入できますが、ファームにある材料を使用して、料金を支払う必要はありません。ほとんどの場合、家の職人は正面の構造物に立ち寄ります、そしてこれのためにあなたは利用可能であるはずです:
- 3つの金属ローラー(ローラー);
- ドライブチェーン;
- 回転軸;
- 駆動機構;
- フレームの金属プロファイル(チャネル)。
時々、金属ローラーがない場合、それらは木製またはポリウレタンのものに置き換えられます、しかし...そのような圧延機構は長い負荷に耐えられません、すなわち、機械はその目的を果たしますが、長くはありません。努力を払って、あるいは一定の金額を払っても、スチールローラーを見つけることができれば、短期的な利益のためにあなたの労働を無駄にすることに何か意味がありますか?
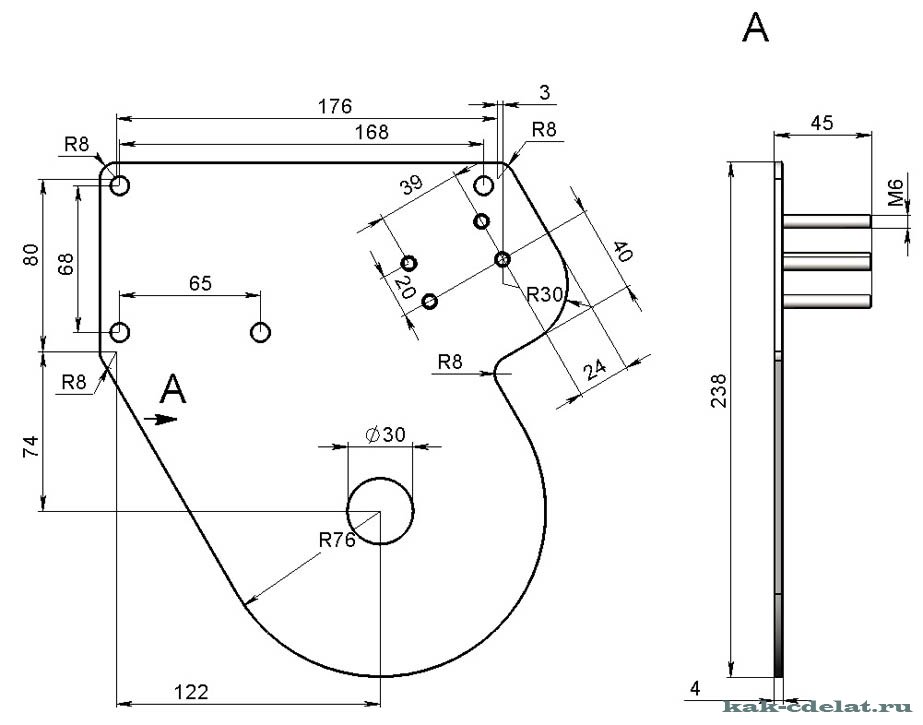
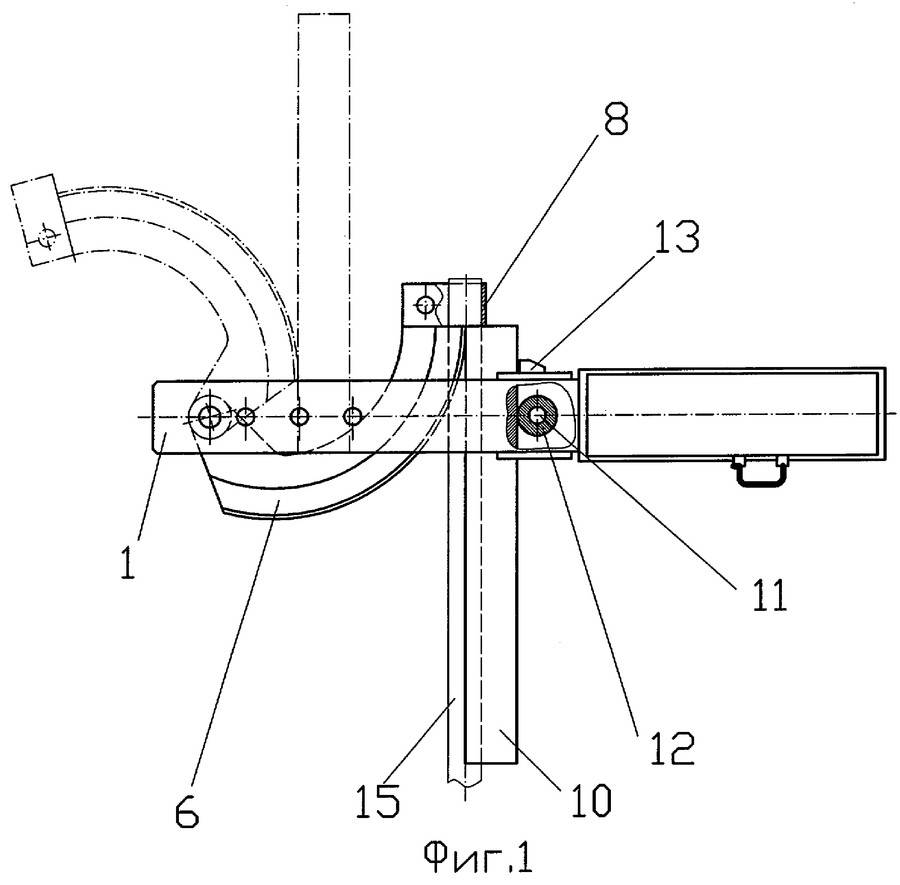
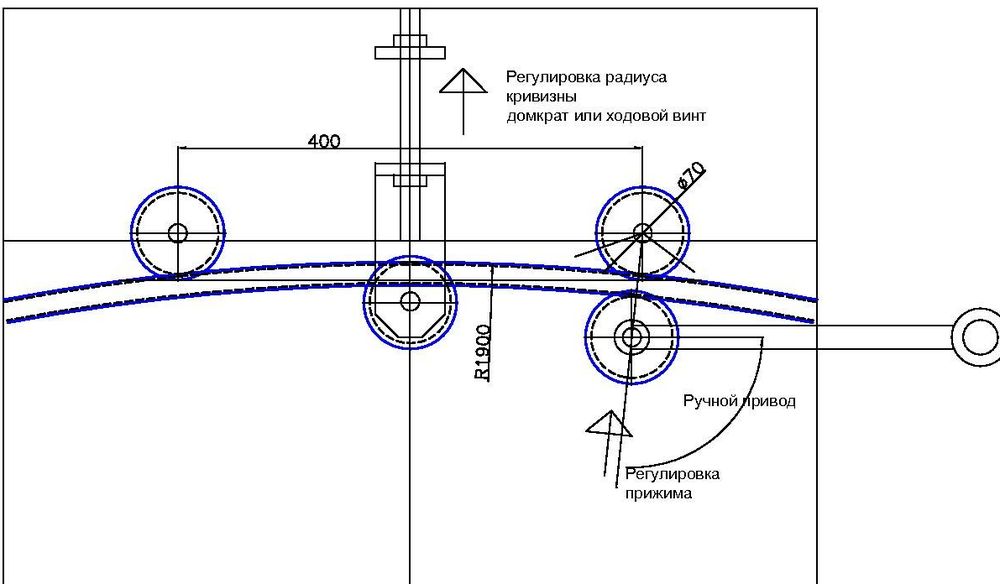
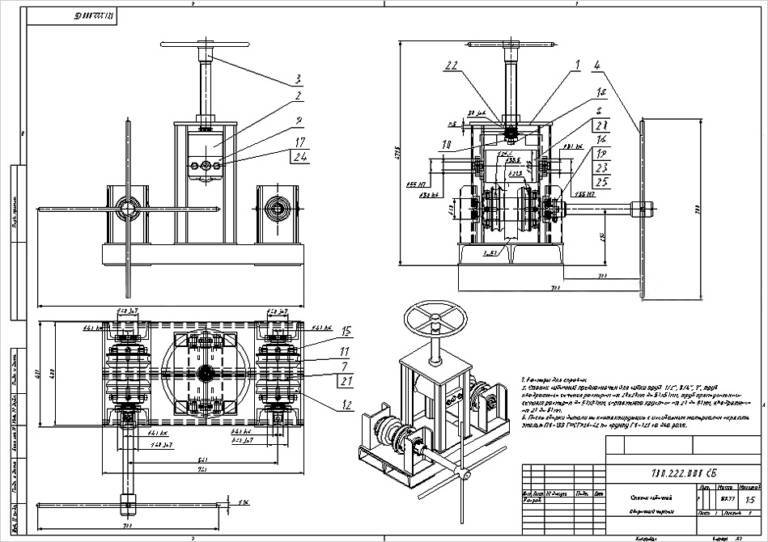
寸法がmmの単純なパイプベンダーのスキーム
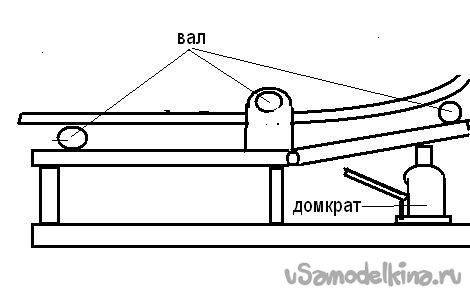
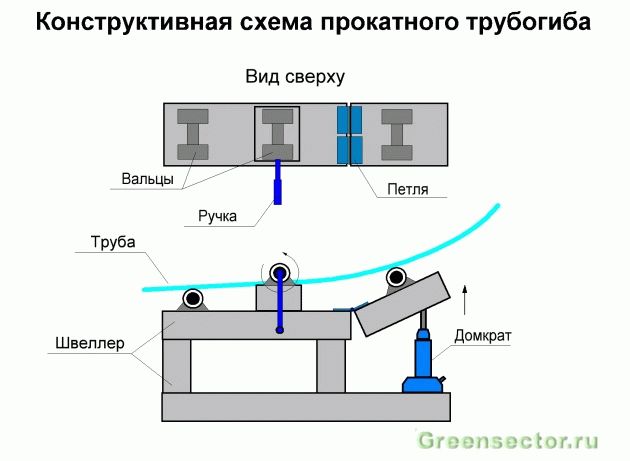
ご存知のように、プロファイル変形のプロセスは、圧延の助けを借りて発生します。つまり、パイプはローラー(ローラー)上で圧延され、破損や亀裂がなくなります。ローリング(曲げ)の場合、プロファイルはローリングライン(ローラー間)に挿入され、ネジ固定具またはジャッキを使用して上から目的の曲げ半径までプレスされます。次に、フィードノブを回転させると、パイプが移動し、ベンドが全長に沿って移動します。これは筋力で駆動するマニュアルドライブであることがわかりますが、家庭ではこのようなメカニズムは非常に便利です。
プロファイルはジャックでクランプされます
問題の簡単な日曜大工のパイプベンダーを組み立てるには、次のものが必要です。
- ジャック(できればラックタイプ);
- 水平および垂直フレーム用の棚付きの金属プロファイル。
- 合金鋼ばね(それらは高強度によって区別されます);
- ベアリング付きの3本のスチールシャフト。
- ドライブ用チェーン(自転車または原付から)。
- ギア(リーディングおよびドリブン);
- 車軸とドライブハンドル用の厚いフィッティング。




ビデオ:パイプ曲げプロセス
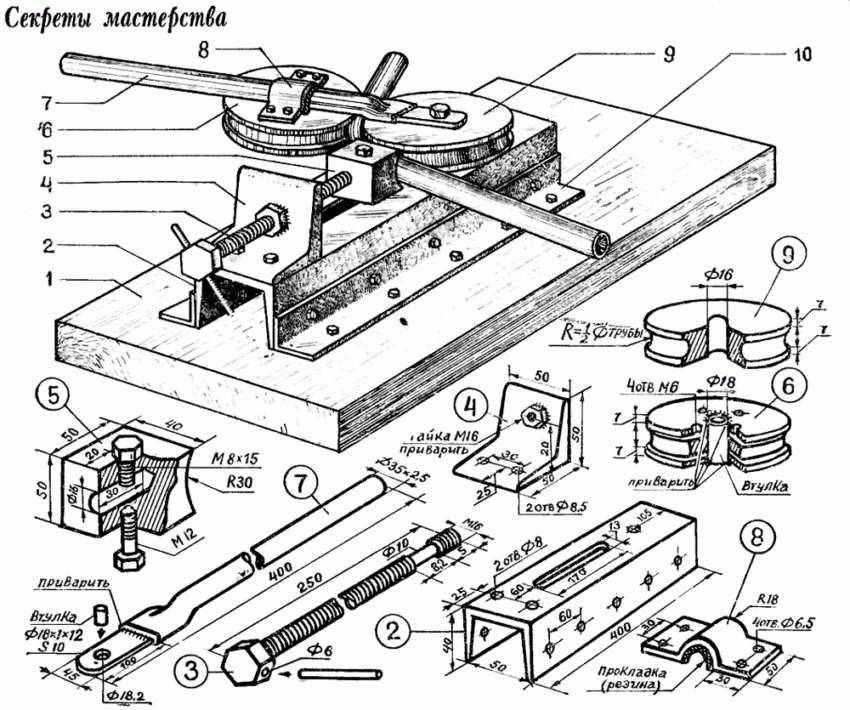
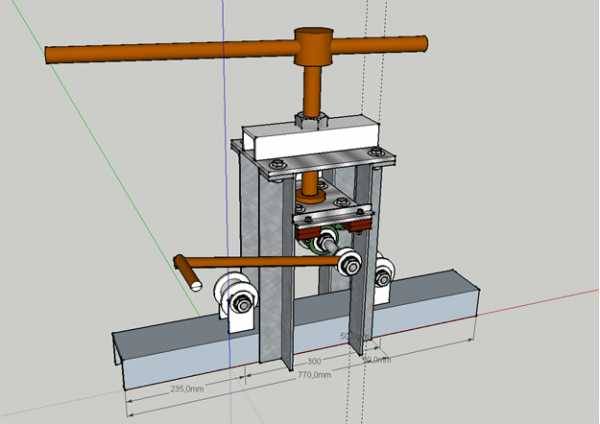
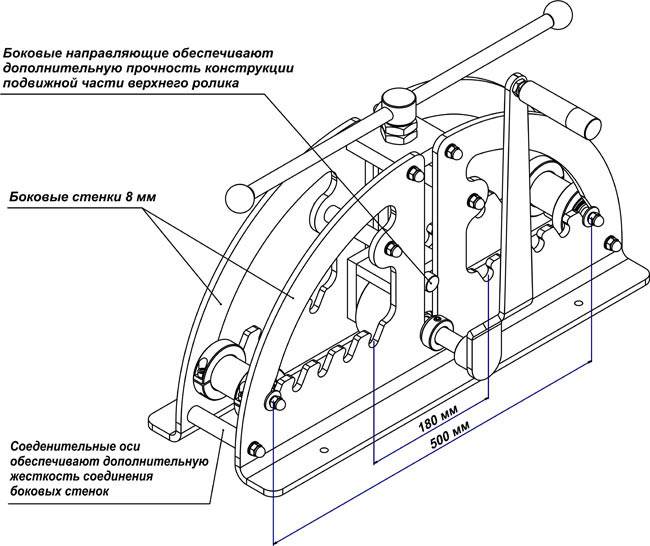
ご覧のとおり、入手可能な図面に従って自分の手でプロファイルベンダーを作成する方が簡単であり、写真とビデオの資料はこれにのみ役立ちます。写真のプロファイルベンダーは、ドライブギアでシャフトを回転させるハンドルで駆動されます。チェーンの助けを借りて、回転はドリブンギアでシャフトに伝達され、3番目のシャフトはプロファイルを上から必要な曲げ角度まで押します。すべてがとてもシンプルです。
ムーブメントの製造工程
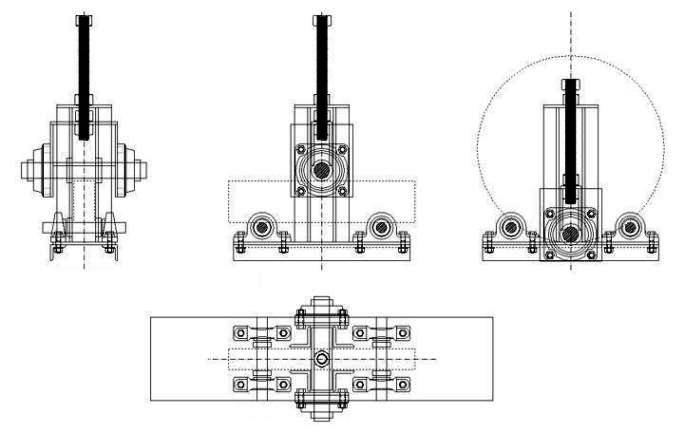
曲げ装置の図面
プロファイルベンダーの作成方法に興味がある場合は、メカニズムのこの信頼性を保証する一連のアクションを実行する必要があります。これは次のとおりです。
- 溶接とボルトタイで組み立てられた強力なフレームの製造。
- 図面(技術的割り当て)の条件に従って、ローラーの回転軸を作成して取り付けます。それらは3つあります。2つはローリング、1つはクランプです。
- ローリングローラーの回転には、チェーントランスミッションを提供する必要があります。つまり、駆動ギアと被駆動ギアを(正確に)溶接する必要があります。
- 回転用のドライブギアにハンドルを溶接します。
製造のニュアンス
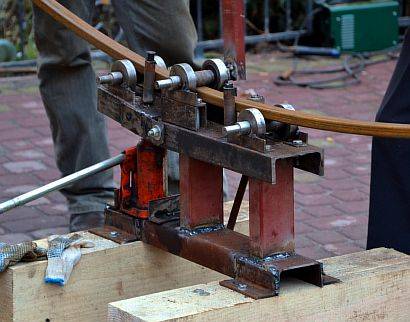
レディパイプベンダー
必要な部品がすべて揃っていれば、プロファイルを曲げるメカニズムを作るのは難しくありません。まず、すべてのローラーがベアリング上で回転する必要があることを考慮する必要があります。回転の精度により、故障やねじれがなく、正しい回転が保証されます。駆動ギアと被駆動ギアは正しく中心に配置する必要があります。中心から少なくとも0.5mmの誤差があると、誤った変形が発生します(曲がりが不均一になります)。
加圧ローラーも中央に配置する必要があります。曲げ角度の精度はこれに依存します。何よりも、3つのシャフトすべての寸法が同じである場合、圧延製品が最も明確になります。ローリングの精度はクランプの剛性にも依存するため、シャフトをしっかりと固定する必要があります。
職人への注意
使える マスターからのアドバイス 常に人気があり、需要があります。マスターの経験に基づいて、関連する作業を実行する際のさまざまな間違いを回避できます。
- 手動装置では、1つのシャフトだけが動くときに設計が機能するため、チェーントランスミッションの取り付けに頼る必要はまったくありません。
- パイプが曲がっているテンプレートから滑り落ちるのを防ぐために、適切な金属製のフックを使用する必要があります。
- 大きな半径のパイプベンドを取得する必要がある場合は、3つのローラーが使用されます。
- 手動機械を設計するときは、曲げ半径を調整できるように事前に注意する必要があります。
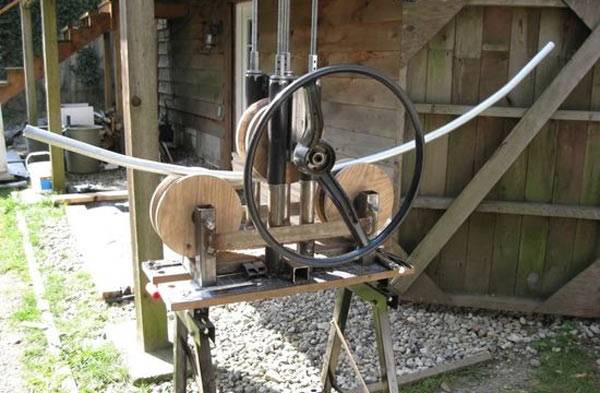
ビデオは、2つの星を持つ手動パイプベンダーの製造の別のバージョンを示しています。大きな経済的および物理的な無駄を必要としない便利なもの。
あなたが自由に使えるパイプベンダーを持っているなら、あなたはそれでお金を稼ぐことさえできます。結局のところ、その助けを借りて、プロファイルパイプだけでなく、フィッティングも曲げて、必要なパターンを得ることができます。湾曲した付属品は、入り口の門、バイザー、日よけなどの装飾要素の製造に使用されます。



